



提高薄壁注塑加工精度的四個(gè)技巧 
而在塑膠件注塑加工階段的精度由哪些因素決定?我們又該如何來(lái)提高薄壁注塑加工件的精度呢?1、關(guān)模壓:原則上應(yīng)該大于塑膠射入模內(nèi)的總壓,以不出毛邊為基準(zhǔn)。 2、壓力和速度有部分相同的關(guān)系作用于模內(nèi)的目的是使原料進(jìn)入模內(nèi)能均勻,徹底,適量的充滿(mǎn)各角落.太低會(huì)短射,縮水,太高有毛頭,過(guò)飽,粘模,燒焦,易損模具及內(nèi)應(yīng)力高等不良現(xiàn)象。
2458 1
高分 ??? 4年前
應(yīng)用實(shí)例 | Simufact 增材制造工藝仿真助力保時(shí)捷薄壁件打印 
02 價(jià)值體現(xiàn) 本研究揭示了激光束粉末床熔融工藝在汽車(chē)薄壁結(jié)構(gòu)中應(yīng)用的可行性。然而,該工藝相對(duì)較高的成本將限制其應(yīng)用范圍為:小批量、高端產(chǎn)品的制造。Simufact Additive 準(zhǔn)確的預(yù)測(cè)了變形和收縮線,并可以基于仿真結(jié)果進(jìn)一步進(jìn)行改進(jìn)工藝設(shè)計(jì)和驗(yàn)證,最終實(shí)現(xiàn)一次成功打印的目標(biāo)。
2902
上海庭田信息科技有限公司 ??? 1年前
薄壁零件沖壓成形的Workbench動(dòng)力學(xué)仿真,視頻免費(fèi)無(wú)聲音,操作細(xì)致,提供附件(需購(gòu)買(mǎi))練習(xí)。 

薄壁零件沖壓成形的Workbench動(dòng)力學(xué)仿真,視頻免費(fèi)無(wú)聲音,操作細(xì)致,提供附件(需購(gòu)買(mǎi))練習(xí)。
391 2
兵荒馬亂 ??? 7年前
ANSYS/LS-DYNA薄壁方管碰撞仿真 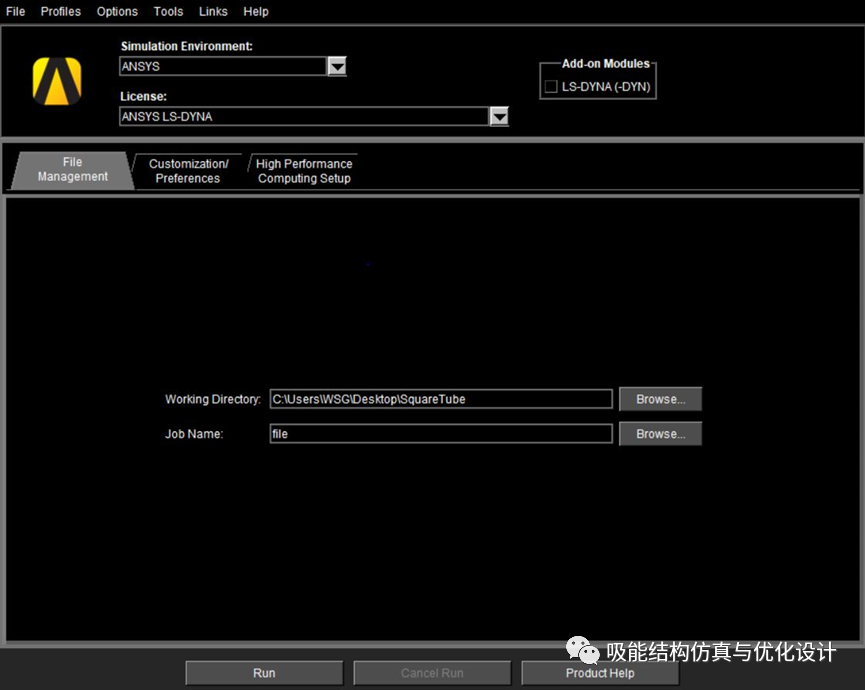
網(wǎng)格劃分,使用殼單元模擬薄壁管和剛性墻,網(wǎng)格大小為5mm 7. 創(chuàng)建part 8. 設(shè)置接觸,接觸類(lèi)型為*CONTACT_AUTOMATIC_SINGLE_SURFACE 9.
2710 2 1
小白Johnny ??? 2年前
薄壁變形切削仿真-讓刀-ABAQUS切削仿真 
本系列切削仿真視頻以軍工和刀具企業(yè)的應(yīng)用場(chǎng)景為切入點(diǎn),包括了常見(jiàn)的車(chē)削、銑削和鉆削等工藝方式,同時(shí)凝聚了切削仿真中的失效、接觸以及網(wǎng)格等關(guān)鍵核心技術(shù),在此基礎(chǔ)上又對(duì)顆粒復(fù)材以及薄壁件的切削仿真過(guò)程進(jìn)行了整體和局部的充分展示,相信能對(duì)高校和企業(yè)的切削工藝研發(fā)課題起到一定的促進(jìn)作用。
1282 1 2
領(lǐng)航科工-專(zhuān)業(yè)切削仿真 ??? 5年前
大型三維薄壁車(chē)削仿真-局部-abaqus三維切削仿真 
本系列切削仿真視頻以軍工和刀具企業(yè)的應(yīng)用場(chǎng)景為切入點(diǎn),包括了常見(jiàn)的車(chē)削、銑削和鉆削等工藝方式,同時(shí)凝聚了切削仿真中的失效、接觸以及網(wǎng)格等關(guān)鍵核心技術(shù),在此基礎(chǔ)上又對(duì)顆粒復(fù)材以及薄壁件的切削仿真過(guò)程進(jìn)行了整體和局部的充分展示,相信能對(duì)高校和企業(yè)的切削工藝研發(fā)課題起到一定的促進(jìn)作用。
1318 1
領(lǐng)航科工-專(zhuān)業(yè)切削仿真 ??? 5年前
3個(gè)工藝、6個(gè)操作快速解決鋁零件加工變形!! 
3、改善工件的裝夾方法對(duì)于剛性較差的薄壁鋁件工件,可以采用以下的裝夾方法,以減少變形:1)對(duì)于薄壁襯套類(lèi)零件,如果用三爪自定心卡盤(pán)或彈簧夾頭從徑向夾緊,加工后一旦松開(kāi),工件必然發(fā)生變形。此時(shí),應(yīng)該利用剛性較好的軸向端面壓緊的方法。以零件內(nèi)孔定位,自制一個(gè)帶螺紋的穿心軸,套入零件的內(nèi)孔,其上用一個(gè)蓋板壓緊端面再用螺帽背緊。加工外圓時(shí)就可避免夾緊變形,從而得到滿(mǎn)意的加工精度。
2252
UG編程模具設(shè)計(jì)實(shí)戰(zhàn) ??? 3年前
3個(gè)工藝、6個(gè)操作快速解決鋁零件加工變形!! 
3、改善工件的裝夾方法 對(duì)于剛性較差的薄壁鋁件工件,可以采用以下的裝夾方法,以減少變形: 1)對(duì)于薄壁襯套類(lèi)零件,如果用三爪自定心卡盤(pán)或彈簧夾頭從徑向夾緊,加工后一旦松開(kāi),工件必然發(fā)生變形。此時(shí),應(yīng)該利用剛性較好的軸向端面壓緊的方法。以零件內(nèi)孔定位,自制一個(gè)帶螺紋的穿心軸,套入零件的內(nèi)孔,其上用一個(gè)蓋板壓緊端面再用螺帽背緊。
2503
模具設(shè)計(jì)UG編程教學(xué) ??? 3年前
基于宏觀斷裂力學(xué)的CFRP薄壁結(jié)構(gòu)耐撞性能研究及應(yīng)用 
在宏觀斷裂力學(xué)仿真結(jié)果中,其最大峰值力為36.7 kN,與試驗(yàn)結(jié)果相比誤差在4.9%左右。仿真結(jié)果的最大峰值力較試驗(yàn)結(jié)果偏大,主要有兩方面的原因。一方面,仿真所用到材料參數(shù)主要來(lái)自參考論文,與試驗(yàn)試樣的真實(shí)力學(xué)性能參數(shù)有偏差。另一方面,試樣的倒角在加工過(guò)程中,由于加工工藝的問(wèn)題,使仿真的倒角與實(shí)際區(qū)別較大,導(dǎo)致仿真結(jié)果峰值力偏小。
4718 12 3
汽車(chē)-小江 ??? 2年前
大型三維薄壁車(chē)削-整體-abaqus切削仿真 
本系列切削仿真視頻以軍工和刀具企業(yè)的應(yīng)用場(chǎng)景為切入點(diǎn),包括了常見(jiàn)的車(chē)削、銑削和鉆削等工藝方式,同時(shí)凝聚了切削仿真中的失效、接觸以及網(wǎng)格等關(guān)鍵核心技術(shù),在此基礎(chǔ)上又對(duì)顆粒復(fù)材以及薄壁件的切削仿真過(guò)程進(jìn)行了整體和局部的充分展示,相信能對(duì)高校和企業(yè)的切削工藝研發(fā)課題起到一定的促進(jìn)作用。
1092
領(lǐng)航科工-專(zhuān)業(yè)切削仿真 ??? 5年前
ABAQUS三維完整薄壁圓筒車(chē)削仿真 
完整薄壁圓筒車(chē)削仿真效果圖,需要教學(xué)私聊
791
切削仿真技術(shù)工作室 ??? 5年前
薄壁鋁筒扭轉(zhuǎn)實(shí)驗(yàn)仿真分析 
本課程對(duì)薄壁鋁筒扭轉(zhuǎn)實(shí)驗(yàn)仿真分析,適合初學(xué)者。
1590
赤子Sim ??? 6年前
基于壓鑄車(chē)門(mén)的設(shè)計(jì)與仿真 
為了 提高生產(chǎn)效率及減輕車(chē)門(mén)的重量,本文利用壓鑄技術(shù)對(duì)車(chē) 門(mén)進(jìn)行設(shè)計(jì)仿真分析。 壓鑄技術(shù)現(xiàn)發(fā)展已經(jīng)比較成熟,鑄 造的種類(lèi)有很多種,比如壓力鑄造、真空鑄造、消失模鑄 造、反重力鑄造、擠壓鑄造、離心鑄造等多種加工方式,根 據(jù)零件的不同特征可以選用不同的加工工藝生產(chǎn)。 隨著 壓鑄機(jī)械和壓鑄材料在近幾年取得的重大發(fā)展,壓鑄這一 制造工藝的優(yōu)點(diǎn)收到人們的青睞。
4069 3 1
清風(fēng)徐來(lái)asd ??? 2年前
帶內(nèi)螺紋精密零件的熱處理畸變有限元仿真 
2.4 針對(duì)工藝改進(jìn)的建議入口處的畸變,是由零件上下部分的厚度不同導(dǎo)致淬火過(guò)程中溫度梯度過(guò)大引起的。建議淬火時(shí)用零件的反方向進(jìn)入淬火液,并適當(dāng)調(diào)整零件進(jìn)入淬火液的速度,使得厚壁端提前冷卻,降低厚壁和薄壁之間的溫度梯度。螺紋線的波浪畸變是由于外側(cè)厚壁上面的6個(gè)開(kāi)槽引起的。由于開(kāi)槽導(dǎo)致溫度變化不一致,進(jìn)而產(chǎn)生了較大的溫度梯度。溫度梯度的存在產(chǎn)生熱應(yīng)力,使零件發(fā)生塑性變形。
4592 3 2
FMMM ??? 2年前
為什么鈦合金是一種難加工材料? 
加工薄壁或環(huán)形等易變形零件時(shí),這個(gè)問(wèn)題就更加嚴(yán)重,將鈦合金薄壁零件加工到預(yù)期的尺寸精度不是一件容易的事。因?yàn)殡S著工件材料被刀具推開(kāi)時(shí),薄壁的局部變形已經(jīng)超出彈性范圍而產(chǎn)生塑性變形,切削點(diǎn)的材料強(qiáng)度和硬度明顯增加。此時(shí),按照原先確定的切削速度加工就變得過(guò)高,進(jìn)一步導(dǎo)致刀具急劇磨損。“熱”是鈦合金難加工的“罪魁禍?zhǔn)住保?.
2679
機(jī)械學(xué)霸 ??? 4年前
激光增材制造仿真過(guò)程分析 
在仿真過(guò)程中, 需要建立對(duì)應(yīng)的幾何模型, 網(wǎng)格模型, 材料模型, 熱源模型等。其三維模型可以在各種繪圖軟件中建立, 該仿真是一個(gè)四邊形的薄壁框, 長(zhǎng)50mm, 寬30 mm, 高40 mm, 薄壁厚度2 mm。然后將模型導(dǎo)入到HyperMesh中, 創(chuàng)建節(jié)點(diǎn)進(jìn)行切片, 分割為一個(gè)個(gè)的實(shí)體文件, 再針對(duì)每一個(gè)實(shí)體進(jìn)行網(wǎng)格劃分。
5148 7 1
南極熊3D打印 ??? 2年前
細(xì)長(zhǎng)條連桿零件材料熱處理及孔精加工過(guò)程研究 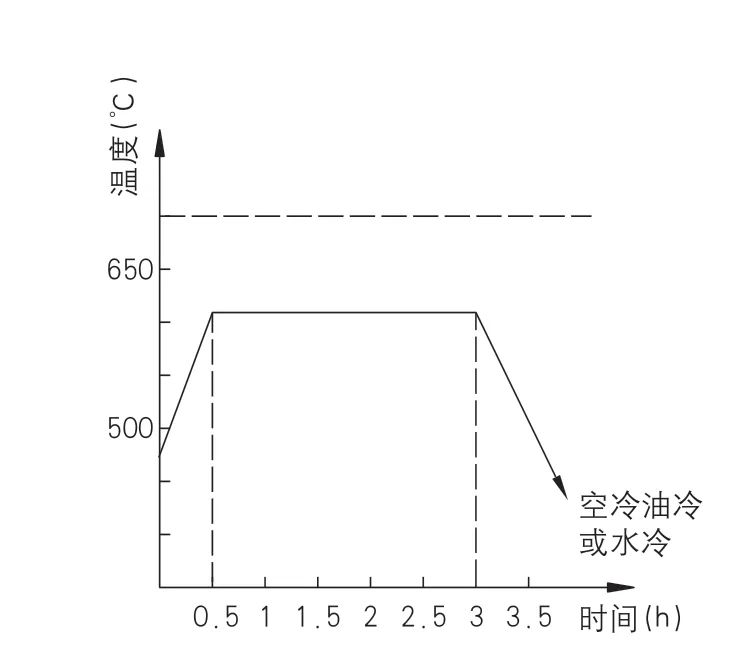
孔精加工方式多采用鉸孔及鏜孔兩種,鉸孔的主要方法又可分為手工鉸孔及機(jī)床鉸孔,鏜孔現(xiàn)可通過(guò)數(shù)控機(jī)床鏜孔加工實(shí)現(xiàn),兩類(lèi)加工方式雖不一致,但都是在粗加工或者半精加工孔后,刀具(鉸刀或鏜刀)在工件孔壁上去除微量殘余金屬層,來(lái)提高孔的尺寸精度、降低孔內(nèi)壁表面粗糙度,從而達(dá)到孔精加工要求。
2842
金屬加工前沿 ??? 3年前
鋁合金薄壁殼體低壓鑄造工藝方案設(shè)計(jì) 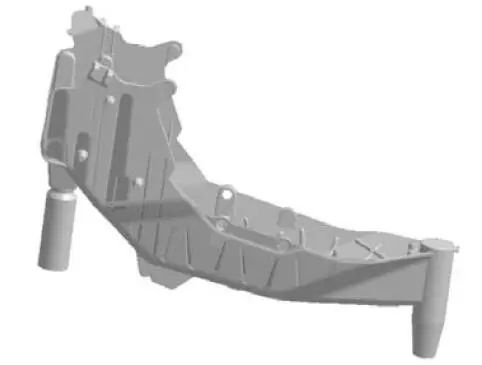
這也促使機(jī)械制造業(yè)朝著輕量化發(fā)展,鋁合金鑄造作為制造業(yè)重要的一環(huán),為了達(dá)到輕量化的要求,鑄件的壁厚越來(lái)越薄也是必然的趨勢(shì)。但鋁合金薄壁件具有難以成形、缺陷多的特點(diǎn),造成這類(lèi)零件良品率低的問(wèn)題。 本文以鋁合金薄壁殼體為研究對(duì)象,在建模軟件CATIA中建立帶有澆注系統(tǒng)的三維模型,應(yīng)用Procast對(duì)鑄件鑄造成形過(guò)程進(jìn)行數(shù)值模擬計(jì)算。
3272
鑄造工程師 ??? 3年前
如何通過(guò)結(jié)構(gòu)設(shè)計(jì)降低CNC加工件的成本 
1)避免薄壁設(shè)計(jì)壁過(guò)薄的加工零件將需要更多的時(shí)間來(lái)加工,因?yàn)樗鼈兎浅4嗳酢2⑶矣捎谒鼈兘?jīng)常振動(dòng)或變形,因此很難保持準(zhǔn)確的公差,更嚴(yán)重者,可能會(huì)造成斷裂。緩慢的加工、特殊的加工技術(shù)和高廢品率使這些薄壁零件更加昂貴。
2442 1
結(jié)構(gòu)攻城獅 ??? 4年前
薄壁結(jié)構(gòu)的壓縮仿真中用顯示分析發(fā)現(xiàn)模型的網(wǎng)格尺寸不收斂?
在實(shí)驗(yàn)中的響應(yīng)曲線,但是在網(wǎng)格敏感性驗(yàn)證中,發(fā)現(xiàn)更小尺寸的網(wǎng)格與1mm的曲線有明顯差異怎么解決這個(gè)問(wèn)題(仿真軟件為L(zhǎng)S-DYNA)
2295 1
奮斗呀奮斗 ??? 1年前
20條/頁(yè) 
 44
44 跳至頁(yè)

技術(shù)鄰APP
工程師必備
工程師必備
- 項(xiàng)目客服
- 培訓(xùn)客服
- 平臺(tái)客服
TOP
