



沖壓成形:彎曲件,沖裁件,拉伸件沖壓工藝介紹 
沖壓件成形原理:沖壓是靠壓力機(jī)和模具對板材、帶材、管材和型材等,施加外力,使之產(chǎn)生塑性變形或分離,從而獲得所需形狀和尺寸的工件(沖壓件)的成形加工方法。工藝分類:沖壓主要是按工藝分類,可分為分離工序和成形工序兩大類。分離工序(沖裁工序):其目的是使沖壓件沿一定輪廓線從板料上分離,同時保證分離斷面的質(zhì)量要求。
5970 2
金屬加工前沿 ??? 3年前
如何預(yù)防五金沖壓件加工過程中出現(xiàn)偏移 
偏移往往出現(xiàn)在沖壓件的彎曲工序,在沖壓加工的彎曲過程中,坯料沿凹模圓角滑移時會受到磨擦阻力,由于坯料在各邊所受的摩擦力不等,在實(shí)際彎曲時可能使坯料向左或向右偏移造成制件邊長不合要求。 五金沖壓件生產(chǎn)廠家為防止沖壓件彎曲過程中發(fā)生偏移,常會采用壓料裝置來預(yù)防。彎曲加工時,壓料裝置將坯料的一部分壓緊從而不能移動,另一部分則逐漸彎曲成形。
2074
東一金屬 ??? 2年前
沖壓件表面質(zhì)量不好的原因 
在沖壓件加工廠,要想得到一個表面質(zhì)量較好的沖壓件,沖壓材料或半成品毛坯必須要外表光潔、平整、無痕、無凹凸、無腐蝕等,這是沖壓件表面質(zhì)量保證的前提。
2301 1
東一金屬 ??? 3年前
生產(chǎn)制造 | VISI沖壓模具標(biāo)準(zhǔn)件使用案例 
沖壓模具設(shè)計(jì)過程中,引入標(biāo)準(zhǔn)件極大的提升了模具設(shè)計(jì)效率。一副模具中運(yùn)用的標(biāo)準(zhǔn)件類型很多,同樣的類型也有很多不同的規(guī)格,并且每個標(biāo)準(zhǔn)件都會在模具零件中繪制安裝位置或者作用的孔位,操作十分繁瑣。VISI軟件自帶沖壓模具標(biāo)準(zhǔn)件庫。
3135
海克斯康設(shè)計(jì)與仿真 ??? 6月前
做為模具人的你,精密沖壓件必須注意的7點(diǎn),一定得牢記! 
都是我創(chuàng)作的動力,期待你的加入在我們對精密沖壓件進(jìn)行加工時要注意哪些地方呢?我們一起來看看。什么是精密沖壓件?我們可以理解為在加工過程中厚度不變的零件,其實(shí)就是薄板五金件,沖壓、彎曲、拉伸等操作都可以來加工,我們在進(jìn)行精密沖壓件加工時要注意哪些事情呢?我們一起看一看。一、用單工序模具來沖一些簡單的零件。
1900
模具設(shè)計(jì)UG編程教學(xué) ??? 3年前
做為模具人的你,精密沖壓件必須注意的7點(diǎn),一定得牢記! 
在我們對精密沖壓件進(jìn)行加工時要注意哪些地方呢?我們一起來看看。什么是精密沖壓件?我們可以理解為在加工過程中厚度不變的零件,其實(shí)就是薄板五金件,沖壓、彎曲、拉伸等操作都可以來加工,我們在進(jìn)行精密沖壓件加工時要注意哪些事情呢?我們一起看一看。一、用單工序模具來沖一些簡單的零件。
2174
UG編程模具設(shè)計(jì)實(shí)戰(zhàn) ??? 3年前
再談五金沖壓件廠的冷沖壓加工 
前面談過我們五金沖壓件加工廠加工沖壓件用的是冷沖壓工藝,今天繼續(xù)來談這個話題。 五金件冷沖壓加工的三大要素為:壓力機(jī)、金屬薄板料、冷沖模。因?yàn)槔錄_模具使得冷沖壓加工出的沖壓件的尺寸具有一模一樣的特征,從而使得沖壓件的尺寸公差得以保證。經(jīng)冷沖壓加工的五金沖壓件一般情況下都不需要再做進(jìn)一步的機(jī)械加工。
2106
東一金屬 ??? 2年前
怎樣減少五金沖壓件表面劃傷的產(chǎn)生 
在五金沖壓生產(chǎn)過程,金屬沖壓件表面有時會出現(xiàn)劃傷是不可避免的。但是這種劃傷如果出現(xiàn)在半成品沖壓件表面,嚴(yán)重時會直接影響下道工序的生產(chǎn)質(zhì)量;而成品五金沖壓件表面出現(xiàn)劃傷更是一種質(zhì)量缺限,如果最后修復(fù)不能成功,就是殘疵品。所以五金沖壓件生產(chǎn)廠家在沖壓生產(chǎn)過程,一定要盡量避免或減少這種劃傷的出現(xiàn)。
2012
東一金屬 ??? 3年前
加工五金沖壓件采用的是冷沖壓工藝 
冷沖模具是冷沖壓加工中必不可少的工藝裝備,沒有選擇進(jìn)的模具技術(shù),先進(jìn)的沖壓工藝就無法完成。 在五金沖壓件加工廠,用來加工沖壓件的金屬材料多為板料或帶料. 壓力機(jī)、模具、金屬材料,是五金沖壓加工必不可少的三大要素,缺一不可。在五金沖壓生產(chǎn)當(dāng)中,一個沖壓件往往需要經(jīng)過多道冷沖壓工序才能完成。多道冷沖壓工序,就意味著需要多套冷沖模。
2304
東一金屬 ??? 2年前
五金沖壓件搭邊沖裁必須確定哪些內(nèi)容 
在五金沖壓件加工廠,要對五金沖壓件進(jìn)行搭邊沖裁,應(yīng)該先確定幾個重要的排樣內(nèi)容才行。今天就為大家介紹下這些內(nèi)容都有什么。 1.首先得確定合理的搭邊值。搭邊值的大小受材料的力學(xué)性能、沖壓件所需材料的厚度、沖裁件的形狀及尺寸、沖裁加工的送料方式與擋料方式及卸料方式的影響。 2.再計(jì)算出沖裁加工所用條料的寬度和導(dǎo)料板的間距。
2185
東一金屬 ??? 3年前
五金沖壓件所用各類模具制造難易程度及價格比較 
對于簡單形狀的沖壓件,通常采用級進(jìn)模而不采用復(fù)合模,因?yàn)檫@類級進(jìn)模的制造比起復(fù)合模的制造難度要低,價格也較低; 復(fù)合模,在沖壓的一次行程中能在同一工位上完成兩道或兩道以上的沖壓工序。這類模具通常用于形狀復(fù)雜且精度要求較高的沖壓件,這類沖壓件所用的復(fù)合模比級進(jìn)模制造難度低,,價格也相對較低。文章來源:http://www.hangzhouaoda.com/
2648 1
東一金屬 ??? 2年前
精度較高的五金沖壓件所用復(fù)合模正倒裝的比較 
在五金沖壓件加工廠,用于沖壓加工的模具類型有單工序模、級進(jìn)模、復(fù)合模三類。其中復(fù)合模加工出的五金沖壓件比單工序模和級進(jìn)模加工出的沖壓件精度要高。所以精度較高的五金沖壓件所選用的模具類型通常都是選用復(fù)合模。今天就為大家了解下復(fù)合模。 復(fù)合模在沖壓的一次行程中,能在同一工位上完成兩道或兩道以上的沖壓工序。正因?yàn)閺?fù)合模是在沖模的同一位置一次沖出工件,不存在定位誤差,所以其沖裁精度才高。
2675
東一金屬 ??? 2年前
設(shè)計(jì)仿真 | FTI 助力車身鈑金件沖壓工藝設(shè)計(jì)及模具成本預(yù)估 
FTI 助力車身鈑金件沖壓工藝設(shè)計(jì)及模具成本預(yù)估汽車行業(yè)的競爭越來越激烈,成本、質(zhì)量、周期成為汽車廠商核心的競爭因素。 其中沖壓工序設(shè)計(jì)對設(shè)計(jì)質(zhì)量和成本的重要性: 市場對新產(chǎn)品上市時間要求越來越短,整車價格越來越低,對設(shè)計(jì)的成熟度要求越來越高。 沖壓工藝難題都是由于產(chǎn)品早期設(shè)計(jì)的合理性決定的。
3024
海克斯康設(shè)計(jì)與仿真 ??? 1年前
沖壓拉伸件的缺陷及其預(yù)防措施 
生產(chǎn)過程中建立起嚴(yán)格的檢驗(yàn)制度,沖壓件首件一定要全面檢查,檢查合格后才能投入生產(chǎn),同時加強(qiáng)巡檢,當(dāng)發(fā)生意外時要及時處理;E. 堅(jiān)持文明生產(chǎn)制度,如工件和坯件的傳送一定要用合適的工位器具,否則會壓傷和擦傷工件表面影響到工件的表面質(zhì)量;F. 在沖壓過程中要保證模具腔內(nèi)的清潔,工作場所要整理的有條理加工后的工件要擺放整齊。
1929
模具設(shè)計(jì)UG編程教學(xué) ??? 3年前
五金沖壓件生產(chǎn)廠家要注意沖壓模具的檢測和維護(hù) 
在五金沖壓件廠的日常沖壓生產(chǎn)過程,一定要注意沖壓模具的維護(hù)與檢測,因?yàn)槟>吣p嚴(yán)重,會導(dǎo)致加工出的沖壓件尺寸不符合要求,從而造成產(chǎn)品報(bào)廢。 沖壓模具在長期的生產(chǎn)使用過程中,會出現(xiàn)磨損或配件松動,會導(dǎo)致加工出的沖壓件尺寸不符合要求,從而造成產(chǎn)品報(bào)廢。有許多沖壓件廠家,在安裝好模具進(jìn)行生產(chǎn)后根本不對模具進(jìn)行日常的檢測和維護(hù),僅僅當(dāng)毛刺比較大的時候才將模具拆下簡單的修磨刀口了事。
2198
東一金屬 ??? 2年前
三坐標(biāo)測量機(jī)橋式穩(wěn)定結(jié)構(gòu)高效檢測汽車沖壓件缺陷 
對于汽車沖壓件缺陷的檢測,一般用檢具、鋼直尺、塞尺及面差表等測量器具,就可以對沖壓件的料邊尺寸、型面尺寸、孔徑及孔位等進(jìn)行測量,同時結(jié)合產(chǎn)品的數(shù)模,可確認(rèn)沖壓件的尺寸狀況。但這種人工測量如檢驗(yàn)員的測量手法、裝夾順序等人為操作會對測量結(jié)果有一定的影響。而利用三坐標(biāo)觸發(fā)、掃描和非接觸式探測系統(tǒng),能準(zhǔn)確測量零件的孔位、型面尺寸等,完成各種汽車零部件幾何量測量與品質(zhì)控制。
2071
深圳市中圖儀器股份有限公司 ??? 3年前
哪些因素會導(dǎo)致五金沖壓件翹曲不平 
在我們五金沖壓件加工廠,加工五金沖壓件所用的原材料多為金屬板料或帶料,且薄料時居多。因此有時加工出的沖壓件會出現(xiàn)翹曲不平的現(xiàn)象。那么是什么因素導(dǎo)致沖壓件翹曲不平的呢?下面來了解下。 1、模具的沖裁間隙大會導(dǎo)致沖壓件翹曲。 2、凹模洞口不垂直有反錐會導(dǎo)致沖壓件翹曲。 3、沖壓件結(jié)構(gòu)形狀復(fù)雜導(dǎo)致制件周圍的剪切力不勻從而產(chǎn)生翹曲。 4、金屬材料內(nèi)部應(yīng)力也會導(dǎo)致翹曲。
2211
東一金屬 ??? 2年前
老師傅總結(jié):沖壓件常見不良及對策,有你想要的么? 
對策原材料必須與規(guī)定的技術(shù)條件相符合;對于工藝規(guī)程中所規(guī)定的各個環(huán)節(jié)應(yīng)全面的嚴(yán)格的遵守;所使用的壓力機(jī)和沖模等工裝設(shè)備,應(yīng)保證在正常的工作狀態(tài)下工作;生產(chǎn)過程中建立起嚴(yán)格的檢驗(yàn)制度,沖壓件首件一定要全面檢查,檢查合格后才能投入生產(chǎn),同時加強(qiáng)巡檢,當(dāng)發(fā)生意外時要及時處理;在沖壓過程中要保證模具腔內(nèi)的清潔,工作場所要整理的有條理加工后的工件要擺放整齊。
1969
模具設(shè)計(jì)UG編程教學(xué) ??? 4年前
二次拉延消除發(fā)蓋外板滑移線缺陷 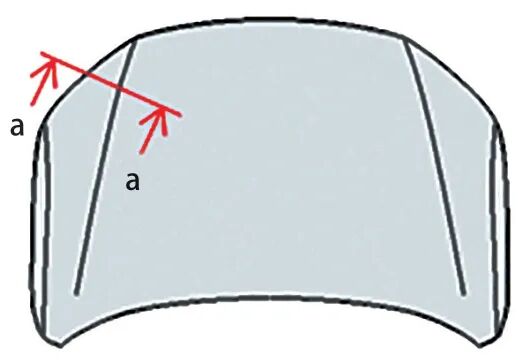
文/邢巍,梁峰源,蔡健·廣州廣汽荻原模具沖壓有限公司汽車市場競爭日益激烈,為了迎合消費(fèi)者的審美需求,汽車外覆蓋件的產(chǎn)品造型設(shè)計(jì)多通過棱線來凸顯不同的視覺美觀效果。由于產(chǎn)品存在尖銳凸出的棱線,滑移線缺陷已經(jīng)成為沖壓制造過程中常見的外觀缺陷。當(dāng)滑移線缺陷問題遺留到模具制造現(xiàn)場,由于現(xiàn)有工藝的局限性,現(xiàn)場能消除滑移線缺陷的手段就非常有限,并且耗時長效果不大,甚至?xí)绊懻麄€模具開發(fā)的進(jìn)度。
2851 1 2
金屬加工前沿 ??? 3年前
談下我們五金沖壓件加工廠所用的金屬材料 
今天來談下五金沖壓件加工廠所用的金屬材料。 在我們五金沖壓件加工廠,加工五金沖壓件所用金屬板料或帶料,不僅要滿足產(chǎn)品設(shè)計(jì)的技術(shù)要求,同時還應(yīng)當(dāng)滿足沖壓工藝的要求以及沖壓后的加工要求,如焊接、電鍍、切削加工等要求。 用于加工沖壓件的金屬材料,主要是熱軋或冷軋的板料或帶料,我們五金沖壓件生產(chǎn)廠家以冷軋材料為主。
2117
東一金屬 ??? 2年前
20條/頁 
 22
22 跳至頁

技術(shù)鄰APP
工程師必備
工程師必備
- 項(xiàng)目客服
- 培訓(xùn)客服
- 平臺客服
TOP
