



ABAQUS四刃銑刀對鈦合金銑邊 

從建模開始,step by step 對50*50*6mm的tc4方坯進行銑邊,銑刀直徑為30mm,可以計算溫度與支反力與相關數據,主要描述運動,切削時的轉數和橫移速度可以自己調整,主要是方法!下方附件提供CAE模型,其中包含銑刀與tc4鈦合金板的3d模型和材料數據,QQ:1147665837,歡迎咨詢,共同交流
383 1
紅糖水 ??? 6年前
剝開工件,銑出技巧!順銑還是逆銑,如何選擇? 
右旋銑刀 首先,判定刀具是左旋還是右旋可以依據以下方法。面對豎直放的銑刀,刃槽如果是從左下方往右上方上升,這就是右旋;刃槽如果是從右下方往左上方上升,這就是左旋。右旋也可用右手定則,彎曲的四指為旋向,撬起的姆指為上升方向為右旋。
2482 1 1
數控編程網 ??? 3年前
剝開工件,銑出技巧!順銑還是逆銑,如何選擇?
右旋銑刀 首先,判定刀具是左旋還是右旋可以依據以下方法。面對豎直放的銑刀,刃槽如果是從左下方往右上方上升,這就是右旋;刃槽如果是從右下方往左上方上升,這就是左旋。右旋也可用右手定則,彎曲的四指為旋向,撬起的姆指為上升方向為右旋。
2028
數控編程網 ??? 3年前
【米思米機械設備知識分享】- 立銑刀和端銑刀種類區別有哪些 
銑刀的種類有面銑刀、立銑刀、鼓形銑刀、鍵槽銑刀、模具銑刀等。面銑刀常用于端銑較大的平面,立銑刀用于加工溝槽和臺階面等,鼓形銑刀主要用于對變斜角類零件的變斜角面的近似加工,模具銑刀適用于加工空間曲面零件,有時也用于平面類零件上有較大轉接凹圓弧的過渡加工。 立銑刀是數控銑削中最常用的一種銑刀。立銑刀的圓柱表面和端面上都有切削刃,圓柱表面的切削刃為主切削刃,端面上的切削刀為副切削刃。
2239
MISUMI米 ??? 3年前
基于點云的球銑加工動態仿真 
銑刀在加工過程中高速旋轉,其切削刃近似為球面,當坯件模型上的點在銑刀球面內時,即認為該位置被銑削。2.1坯件點云采樣工件的建模常用格式為網格模型,通過對網格進行細化再進行點采樣,轉化為點云模型。本文在采樣之前,根據精度要求對網格進行中點細分,得到三角形網格的網格模型。中點細分即通過計算三角形每條邊的中點,將其分為四個較小的三角形[19],細分之后計算網格頂點的法線。
4057 5
數控編程網 ??? 2年前
CNC加工振動問題的原因和對策
剛性差的夾具: 1)評估切削力的方向,提供足夠的支撐或改進夾具 2)通過減少切深ap來降低切削力 3)選擇具有更鋒利切削刃的疏齒和不等齒距銑刀 4)選擇具有小刀尖圓弧半徑和小平行刃帶的槽型 5)選擇細晶粒無涂層刀片或薄涂層刀片6)避免在工件受到的支撐不足以抵抗切削力的情況下進行加工軸向剛性差的工件 1)考慮使用具有正前角槽型的方肩銑刀
2015
數控編程教學 ??? 4年前
數控編程計算公式,趕快收藏,保證會用得上!
使用Φ25的銑刀Vc為(m/min)25求S=?
2512
機械加工網 ??? 4年前
曾經有一份工作擺在我面前,直到我撞機了... 
⑤ 修磨過渡切削刃,增強刀尖。3)刀片的焊接工藝不正確,造成焊接應力過大或焊接裂縫。對策:①避免采用三面封閉的刀片槽結構。②正確選用焊料。③避免采用氧炔焰加熱焊接,并且在焊接后應保溫,以消除內應力。④盡可能改用機械夾固的結構4)刃磨方法不當,造成磨削應力及磨削裂紋;對PCBN銑刀刃磨后刀齒的振擺過大,使個別刀齒負荷過重,也會造成打刀。
1927
模具設計UG編程教學 ??? 4年前
機械加工后的毛刺怎么處理? 
平面切出角的定義為當切削刃旋出工件終端面時,在過切削刃上一點垂直銑刀軸線的平面內,該點的切削速度(刀具轉速與進給速度的矢量合成)的方向與工件終端面方向之間的夾角。工件終端面的方向為從刀具旋入點指向刀具旋出點。如圖5所示,Ψ為平面切出角,其范圍0°<Ψ≤180°。試驗結果表明:毛刺高度隨著切削深度的變化而發生形式轉變,即隨著切削深度的增加毛刺由I型毛刺向II型毛刺轉變。
2266
機械設計師 ??? 4年前
刀具銷售很少知道的立銑刀原理 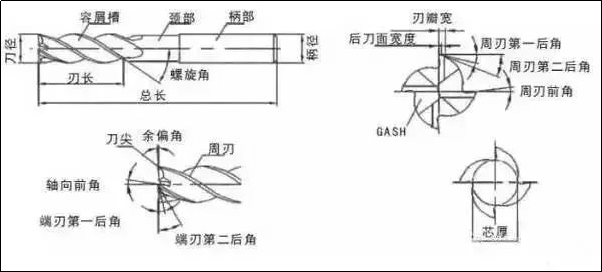
立銑刀的主切削刃在圓柱面上,端面上的切削刃是副切削刃。工作時不能沿著銑刀的軸向作進給運動。立銑刀可用于側面加工、槽加工、曲面加工等加工領域。對于各種加工形態,可使用的立銑刀種類也非常豐富。以前常用的是高速鋼整體立銑刀,而現在隨著涂層技術與刀具材料技術的進步,涂層硬質合金整體立銑刀與可轉位立銑刀逐漸普及,廣泛應用在模具加工、高硬度材料加工等領域。1.
2060
數控編程網 ??? 3年前
UG NX繪制一把數控平底銑刀 
將四個面都操作一遍。 12.對銑刀底部倒斜角就完成了。
2690 3
張偉一 ??? 3年前
數控加工時如何控制切削中振動?很講究! 
(6)面銑刀采用疏齒不等距銑刀來減小銑削振動 (7)內孔鏜削時刀片刃形角越小越好 2.提高刀桿的靜態剛性(StaticToughness) 使用整體硬質合金或重金屬刀桿提高刀桿的靜態剛性 3.提高刀具的動態剛性—被動阻尼避振刀桿
2564
數控編程教學 ??? 4年前
3個工藝、6個操作快速解決鋁零件加工變形!! 
①減少銑刀齒數,加大容屑空間。由于鋁件材料塑性較大,加工中切削變形較大,需要較大的容屑空間,因此容屑槽底半徑應該較大、銑刀齒數較少為好。②精磨刀齒。刀齒切削刃部的粗糙度值要小于Ra=0.4um。在使用新刀之前,應該用細油石在刀齒前、后面輕輕磨幾下,以消除刃磨刀齒時殘留的毛刺及輕微的鋸齒紋。這樣,不但可以降低切削熱而且切削變形也比較小。③嚴格控制刀具的磨損標準。
2252
UG編程模具設計實戰 ??? 3年前
數控加工中心加工螺紋的三種方法
螺紋銑削的刀具分為機夾式硬質合金刀片銑刀和整體式硬質合金銑刀兩種,機夾式刀具既能加工螺紋深度小于刀片長度的孔,也能加工螺紋深度大于刀片長度的孔;而整體式硬質合金銑刀用于加工螺紋深度小于刀具長度的孔; 螺紋銑削數控編程注意點:以免造成刀具的損壞或加工錯誤。
2097
數控編程網 ??? 4年前
3個工藝、6個操作快速解決鋁零件加工變形!! 
①減少銑刀齒數,加大容屑空間。由于鋁件材料塑性較大,加工中切削變形較大,需要較大的容屑空間,因此容屑槽底半徑應該較大、銑刀齒數較少為好。 ②精磨刀齒。刀齒切削刃部的粗糙度值要小于Ra=0.4um。在使用新刀之前,應該用細油石在刀齒前、后面輕輕磨幾下,以消除刃磨刀齒時殘留的毛刺及輕微的鋸齒紋。這樣,不但可以降低切削熱而且切削變形也比較小。 ③嚴格控制刀具的磨損標準。
2505
模具設計UG編程教學 ??? 3年前
數控加工中心加工螺紋的三種方法
螺紋銑削的刀具分為機夾式硬質合金刀片銑刀和整體式硬質合金銑刀兩種,機夾式刀具既能加工螺紋深度小于刀片長度的孔,也能加工螺紋深度大于刀片長度的孔;而整體式硬質合金銑刀用于加工螺紋深度小于刀具長度的孔; 螺紋銑削數控編程注意點:以免造成刀具的損壞或加工錯誤。
2129
機械加工網 ??? 4年前
全面了解螺紋加工方法,看完你就是這方面的專家啦! 
2.螺紋銑削 在螺紋銑床上用盤形銑刀或梳形銑刀進行銑削。盤形銑刀主要用于銑削絲桿﹑蝸桿等工件上的梯形外螺紋。梳形銑刀用于銑削內﹑外普通螺紋和錐螺紋﹐由于是用多刃銑刀銑削﹑其工作部分的長度又大于被加工螺紋的長度﹐故工件只需要旋轉1.25~1.5轉就可加工完成﹐生產率很高。螺紋銑削的螺距精度一般能達 8~9級﹐表面粗糙度為R 5~0.63微米。
2609
數控編程網 ??? 4年前
基于ABAQUS的鎢鉬合金銑削加工參數優化仿真及驗證 
鎢鉬合金有限元建模 2 2.1 刀具幾何模型仿真使用硬質合金標準4刃立銑刀,規格見表1。利用SolidWorks三維建模軟件生成銑刀模型,如圖1所示。
4334 3 1
CAEer吳皓 ??? 2年前
基于ABAQUS的鎢鉬合金銑削加工參數優化仿真及驗證 
2鎢鉬合金有限元建模 2.1 刀具幾何模型仿真使用硬質合金標準4刃立銑刀,規格見表1。利用SolidWorks三維建模軟件生成銑刀模型,如圖1所示。
4303 5
仿真客 ??? 2年前
數控人都應該知道的計算公式!
再結合RA的算法一般不會得出超過RY值的50%,變成RA0.5,再計算修光刃的作用降低50%,那最終主軸跳動0.002的車床極限是可以加工出RA0.2左右的工件。
2694
機械加工網 ??? 3年前
20條/頁 
跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
