



塑膠件的結構設計:倒角篇 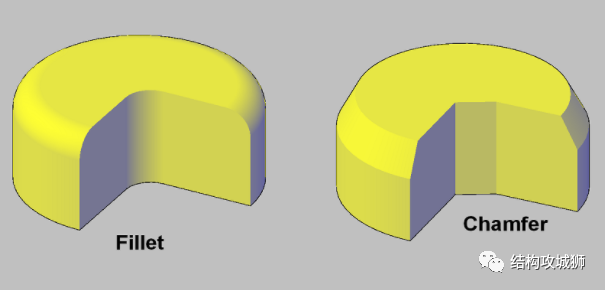
下圖中,原始設計的分型面在小圓角處,帶小圓角的分型面不方便加工以及后續省模困難,優化后設計,應把分型面圓角去除。另外,任何型腔和型芯鋼材相遇以在零件中形成孔或其他特征時,都會存在上述問題,設計時應加以注意。
9787 3
結構攻城獅 ??? 3年前
Hypermesh基礎操作1(功能面板by adjacent應用) 
該功能是選取與目標相鄰的對象,如:一個單元的周邊單元的選取,一個幾何面周邊面的選取。 01 實際案例 仿真前處理幾何時,需要去除一些不必要的倒角,小面等。就比如最近在處理的一個發動機蓋,有些幾何上的細節可以適當忽略并不影響仿真精度。 我們要選取邊緣上的面,如下圖白色面為我們要選取的目標。
2988 5 1
SimYoungC ??? 2年前
Ansys Zemax光學設計軟件技術教程:眼科鏡片設計 
物平面通常是設定在無限遠,雖然一個近的物平面可以用來達成不同的鏡片設計。下面的例子展示了設計的原則。無窮遠的光線經過一個-3.00D的透鏡後發散,並在半徑1/3公尺遠點球上形成一個虛像,此時遠點球的球心在透鏡後表面的頂點上。我們可以發現任何角度入射的光線,最後都能順利的經過瞳孔。在範例檔案中我們以視場角15°和30°進行印證,但要注意的是其實許多眼鏡的設計允許配戴者能有50°以上的視角。
2212
w**elab86_Swsp ??? 3年前
Hypermesh二次開發之批量選擇相同面 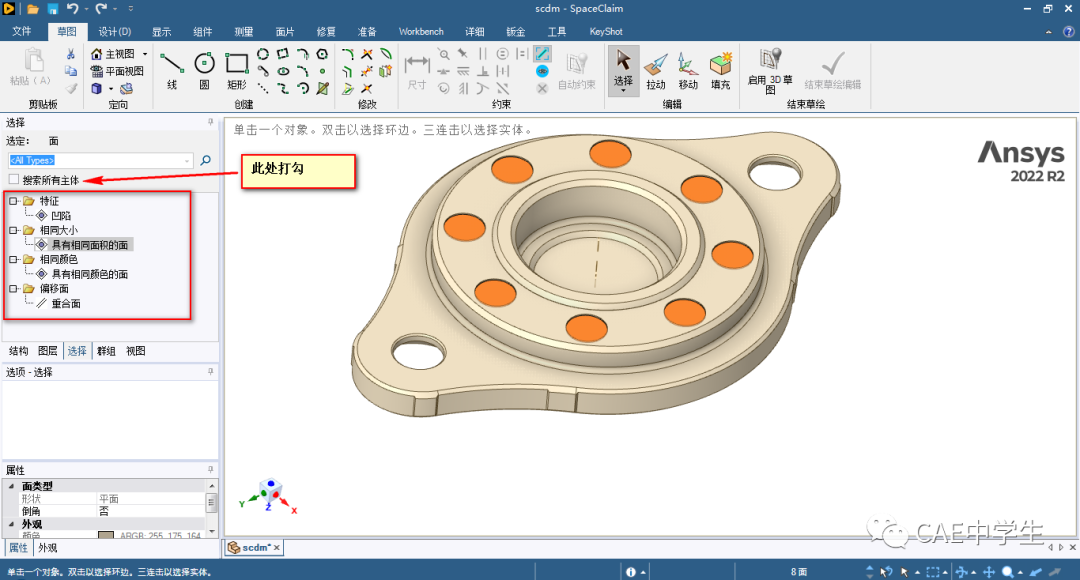
,這也沒錯,確實,但我還是想吐槽一下,因為我經常會遇到幾何修改會造成保存的時候軟件奔潰,然后修了好久的幾何功虧一簣,還有就是我去除圓角/倒角去除不掉的,去除掉導致模型破面的……等等,一系列在我看來很輕易就能搞定的問題 如果有選擇,我會在scdm中搞完幾何之后再用hm去畫網格,或者scdm搞完幾何直接ansys/abaqus畫網格,但就事論事,公司用啥我用啥,想各個軟件來回倒騰,也確實并非易事
3105 1 2
清風徐來asd ??? 2年前
去毛刺更省時省力的方式方法大全! 
第二種: 德國利瑪的全能的設備,去毛刺倒角復合機,它可以去毛刺、倒角 、表面拉絲 、金屬表面一次處理。 第三種: 去毛刺、倒角的一些小工具,單件或小批量生產時可用得到。
2227 1
機械加工網 ??? 4年前
氮化鎵外延用硅襯底問題研究 
因此,我們認為,產生滑移線的主要原因在于硅片邊緣的機械損傷未完全去除,邊緣倒角質量有待進一步提高。 本實驗中,我們采用的倒角機為W-GM-4200型,采用R型砂輪22°對稱倒角,倒角去除量0.8 mm,其中粒度18.0 μm砂輪粗倒一圈去除0.5 mm、粒度11.0 μm砂輪精倒一圈去除0.2 mm。倒角邊緣質量如圖3所示。
3032
半導體材料與工藝設備 ??? 4年前
半軸精車、鉆孔、孔倒角自動化設計 
以上設備及工裝組建成了精車→鉆孔→倒角自動線,單班產能300件,單班節省7人,大大降低人工成本,由于工序少,運行穩定,產品質量一致可靠。
2378
FMMM ??? 4年前
機械技術要求大全,機械人必備! 
未注倒角均為2×45°。3. 銳角/尖角/銳邊倒鈍。▌ 裝配要求1. 各密封件裝配前必須浸透油。2. 裝配滾動軸承允許采用機油加熱進行熱裝,油的溫度不得超過100℃。3. 齒輪裝配后,齒面的接觸斑點和側隙應符合GB10095和GB11365的規定。4. 裝配液壓系統時允許使用密封填料或密封膠,但應防止進入系統中。5.
2537 1
機械設計師 ??? 4年前
一位CAD制圖員的超實用筆記!
; “距離”設定倒角的距離,第一條邊和第二條邊;“角度”通過角度來設定倒角;“修剪”確定倒角的模式,是否修剪;“方式”確定倒角的方式,是以距離倒還是以角度倒;“多個”如有多個相同倒角時可以使用 倒圓(F)全稱(fillet) 將對象的兩條邊所成的角度倒成一個圓角,有下列提示: 當前設置: 模式 = 修剪,半徑 =
2364 2 2
數控編程網 ??? 4年前
零件設計如何考慮結構工藝性 
一、倒角和倒圓 如下圖所示,為了去除零件的毛刺、銳邊和便于裝配,在軸或孔的端部,一般都加工成倒角;為了避免因應力集中而產生裂紋,在軸肩處往往加工成圓角的過渡形式,稱為倒圓。
2044
機械加工網 ??? 4年前
零件設計如何考慮結構工藝性 
一、倒角和倒圓 如下圖所示,為了去除零件的毛刺、銳邊和便于裝配,在軸或孔的端部,一般都加工成倒角;為了避免因應力集中而產生裂紋,在軸肩處往往加工成圓角的過渡形式,稱為倒圓。
2169
機械學霸 ??? 4年前
怎么用CAD制圖?不妨看看CAD制圖員的超實用筆記! 
”設定倒圓模式;“多個”有多個相同倒圓時可以使用分解(X)全稱(explode):將一個整體對象進行分解成多個獨立對象,即分解成線;如要將實體分解成線要分解兩次,即由體分解成面再由面分解成線。
2367 6 5
技成電工課堂 ??? 4年前
技術干貨 | 注塑件電磁網格劃分指南(HyperMesh+SimLab) 
優點1:使用Geometry>Body>Feature>Details工具將類似于Logo的幾何小特征直接去除。備注:SimLab中幾何編輯工具只適用于以.x_t,.xmt_txt,.x_b結尾的Parasolid格式的幾何,SimLab導入幾何模型時可將其他格式的幾何轉換成Parasolid格式。
3203 5 1
ALTAIR ??? 11月前
一份CAD制圖老師傅的珍藏筆記! 
半徑”設定所倒圓角的半徑;“修剪”設定倒圓模式;“多個”有多個相同倒圓時可以使用 分解(X)全稱(explode) 將一個整體對象進行分解成多個獨立對象,即分解成線;如要將實體分解成線要分解兩次,即由體分解成面再由面分解成。
2068 3
數控編程教學 ??? 4年前
毛刺雖小,去除卻難!介紹幾種先進去毛刺工藝
簡評:電解液有一定腐蝕性,零件毛刺的附近也受到電解作用,表面會失去原有光澤,甚至影響尺寸精度,工件去毛刺后應經過清洗和防銹處理。電解去毛刺適用于去除零件中隱蔽部位交叉孔或形狀復雜零件的毛刺,生產效率高,去毛刺時間一般只需幾秒至幾十秒。適用于齒輪、連桿、閥體和曲軸油路孔口等去毛刺,以及尖角倒圓等。
2349
機械加工網 ??? 3年前
HyperMesh 新界面功能與技術升級深度解析 
過去用 HyperMesh 處理時,大家可能都遇到過 —— 幾何一修補面就扭了,網格根本生成不了。針對這個問題,新版界面提供了MidMesh+Rebuild 的解決方案。去除多余的邊首先用 MidMesh 快速生成基礎中面網格,這一步不用糾結幾何清理,哪怕生成的網格質量較差也沒關系,重點是保證網格拓撲連接的完整性。
3463 4 1
技術鄰公告 ??? 8月前
機械圖紙技術要求大全,記得收藏! 
未注倒角均為2×45°。3. 銳角/尖角/銳邊倒鈍。▌ 裝配要求1. 各密封件裝配前必須浸透油。2. 裝配滾動軸承允許采用機油加熱進行熱裝,油的溫度不得超過100℃。3. 齒輪裝配后,齒面的接觸斑點和側隙應符合GB10095和GB11365的規定。4. 裝配液壓系統時允許使用密封填料或密封膠,但應防止進入系統中。5.
2399 1
機械加工網 ??? 4年前
基于批處理的ANSYS網格處理技術 
對于一些常見的特征操作,如去除小孔、劃分washer網格和優化倒角網格,ANSYS還可以通過特征探測的功能實現批量處理,操作流程如下圖所示: 上海安世亞太 李桂花
2663
安世亞太 ??? 3年前
機械圖紙技術要求大匯總,沒有最全,只有更全! 
2.未注倒角均為2×45°。 3.銳角/尖角/銳邊倒鈍。 裝配要求 1.各密封件裝配前必須浸透油。 2.裝配滾動軸承允許采用機油加熱進行熱裝,油的溫度不得超過100℃。 3.齒輪裝配后,齒面的接觸斑點和側隙應符合GB10095和GB11365的規定。
2256 1
機械設計師 ??? 4年前
硅片的制造工藝分享 
圓邊就是對硅片邊緣進行倒角加工的過程,也稱倒角。圓邊后的硅片具有光滑的邊緣和較低的中心應力,可以有效地改善和提高硅片整體的機械強度和可加工性。(5)研磨、蝕刻、去疵、拋光.研磨是為了去除切割和輪磨后所造成的鋸痕、黏附的碎屑和污漬等,使硅片表面達到可進行進一步拋光處理的平整度。
3081 1
數控編程網 ??? 3年前
20條/頁 
 10
10 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
