



MSC.Marc焊接模擬-平板對接 

? ? 基于MSC.Marc進行了平板對接的焊接過程模擬,通過該視頻可以清晰地了解焊接模擬的基本流程和操作技巧。前處理部分包含網格建立、材料參數、焊接路徑、熱源模型(雙橢球)、初始條件、邊界條件(裝夾和散熱)和工況設置;后處理部分包括溫度場、位移場和應力場的顯示,path plot和history plot的應用,提取了焊接殘余應力分布曲線和不同位置的焊接熱循環。? ?
329 1
hitliuyong ??? 8年前
Marc 2018 焊接有限元仿真教學(二):平板對接焊【生死單元】 
MSC.Marc 2018 平板對接焊接模擬。新版本Marc焊接教學。該模型涉及生死單元采用雙橢球熱源模型,空氣散熱,所有操作流程以及后處理細致到位。新人朋友可以通過觀看該視頻快速上手進而進行論文寫作、實驗報告所需的焊接仿真
59
快把朕的五花肉端上來 ??? 6年前
Marc 2018 焊接有限元仿真教學(一):平板對接焊【不涉及生死單元】 
MSC.Marc 2018 平板對接焊接模擬。新版本Marc焊接教學。該模型不涉及生死單元采用雙橢球熱源模型,空氣散熱,所有操作流程以及后處理細致到位。新人朋友可以通過觀看該視頻快速上手進而進行論文寫作、實驗報告所需的焊接仿真
139 10
快把朕的五花肉端上來 ??? 6年前
【工藝知識】在焊接里面:1G,2G,3G,4G,5G,6G是什么意思? 
焊接要點: 1. 對接橫焊開坡口一般為V型或K型,板厚3~4mm的對接接頭可用Ⅰ型坡口雙面焊。 2. 選用小直徑焊條,焊接電流較平焊時小些,短弧操作,能較好的控制熔化金屬流淌。 3. 厚板焊接時,除打底焊縫外,宜采用多層多道焊。 4. 多層多道焊時,要特別注意控制焊道間的重疊距離。每道疊焊,應在前一道焊縫的1/3處開始施焊,以防止產生凹凸不平。 5.
4863 4
機械工程師 ??? 4年前
鑄鐵平臺:機械制造的“基準平面核心”,撐起檢驗/焊接/裝配精度
在機械制造領域,檢驗、焊接、裝配是決定產品精度與合格率的三大核心工序,而鑄鐵平臺(鑄鐵平板)正是貫穿這三大工序的基準平面設備。它并非簡單 
其強度材質能吸收焊接振動與熱量,減少工件熱變形,加厚面板與加密加強筋結構則可適配大型重載焊件,避免局部應力集中導致平臺自身變形,保證焊縫均勻美觀,大幅降低返工成本,適配工程機械、鋼結構等機械制造場景。 二、裝配基準平面:對接,保障部件適配 機械裝配的核心是讓各零部件對接、間隙均勻,鑄鐵平臺作為基準平面,為部件定點提供可靠支撐。
2550
河北威岳 ??? 4月前
鋁合金的焊接方法和材料選用大全 
鎢極伸出長度:對接焊縫時一般為5~6㎜,角焊縫時一般為7~8㎜。噴嘴至工件的距離一般取10㎜左右為宜。 3)焊接電流與焊接電壓 與板厚、接頭形式、焊接位置及焊工技術水平有關。 手工TIG焊時,采用交流電源,焊接厚度小于6㎜鋁合金時,最大焊接電流可根據電極直徑d按公式I=(60~65)d確定。
3457 2
金屬加工前沿 ??? 3年前
【汽車工藝】汽車制造中多種焊接方法大總結 
也就是在焊接過程中,熔化金屬流淌到焊縫之外未熔化的母材上所形成的金屬瘤。在角焊縫中產生的頻度多于對接焊縫。 防止措施: 正確選擇工藝參數,間隙不宜過大,選用較平焊小10%~15%的焊接電流,嚴格控制熔池溫度,防止過高; 選用小直徑焊條施焊,焊條左右擺動中間快些,兩側稍慢些,在邊緣有稍停留的穩弧動作時間; 在對接焊第一層時,要注意熔池溫度,密切觀察熔池形狀。
4172 2
芝能汽車 ??? 3年前
管道焊接施工方案 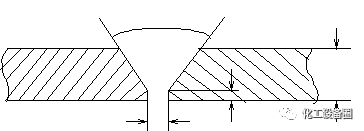
對于坡口形式,若設計文件有規定時,可按設計文件執行,若設計文件無規定時,對接坡口型式為V型單面坡口,坡口各部分尺寸如下圖所示:厚 度 坡口尺寸間 隙 C(mm)鈍 邊 P(mm)坡口角度α(°)3~90~20~265~75 9~120~
2992 1
化工設備人 ??? 3年前
鋼結構焊接工藝模板 
對接焊縫及時接和角接組合焊縫,在焊縫兩端設引弧板和引出板,必須在引弧板上引弧后再焊到焊縫區,中途接頭則應在焊縫接頭前方15~20mm處打火引弧,將焊件預熱后再將焊條退回到焊縫起始處,把熔池填滿到要求的厚度后,方可向前施焊。 3.2.1.6 焊接速度:要求等速焊接,保證焊縫厚度、寬度均勻一致,從面罩內看熔池中鐵水與熔渣保持等距離(2~3mm)為宜。
2666
化工設備人 ??? 4年前
6種先進的焊接工藝技術!你了解幾種? 
鋼筋閃光對焊是將兩根鋼筋安裝放成對接形式,利用焊接電流通過兩根鋼筋接觸點產生的電阻熱,使接觸點金屬熔化,產生強烈飛濺,形成閃光,伴有刺激性氣味,釋放微量分子,迅速施加頂鍛力完成的一種壓焊方法。來源:聽過不一定見過的6種先進焊接工藝;知乎,機械學霸,2021年12月,此文章僅供參考,如涉及作品版權問題,請與我們聯系,我們將在第一時間協商版權問題或刪除內容!
2830
金屬加工前沿 ??? 3年前
焊縫尺寸計算公式... 
根據板厚及焊接方法要求不同,對接焊縫可分為I形焊縫(即不開坡口對接焊縫)、V形坡口對接焊縫、U形坡口對接焊縫。
2516
化工設備人 ??? 4年前
鈦鎳材壓力容器焊接技能及質量 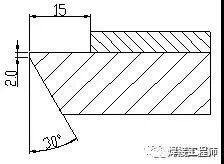
2.4焊縫飽滿和美觀所謂焊縫飽滿就是對接接頭的焊縫填充金屬不低于母材表面,角接頭的焊腳高度達到圖樣要求。焊縫是否飽滿與焊接層數有關,不飽滿是焊接層數不夠。焊縫飽滿和焊腳高度是最容易解決的問題,只是常常被忽視。焊縫成形一致,焊波均勻即是美觀。 在保證焊縫內在質量合格的情況下,追求焊縫的外在美觀,這是焊接操作的最高境界。內外都華麗是焊接質量的終極目標。
2191
金屬加工前沿 ??? 3年前
【專業知識】焊接圖紙符號解析,不做焊工也要收藏起來 
如果是組合焊接方法,可用“/”分開,左側表示正面(或蓋面)的焊接方法,右側表示背面(或打底)焊接方法。例如V形焊縫先采用鎢極氫弧焊打底,后用手工電弧焊蓋面,則表示為141/111。焊縫符號和焊接方法代號標注示例見圖3-21所示。該圖表示V形坡口對接焊縫,背面封底焊,正面焊縫表面齊平,焊接方法為打底焊用手工鎢極氮弧焊,蓋面焊和封底焊用手工電弧焊。
4096
機械工程師 ??? 3年前
2024天津機床展覽會|2024第20屆天津國際數控機床及工模具展覽會 
、專用成套設備、智能焊接裝備等;切割設備:數控切割機、等離子切割機、激光切割機;焊接輔機具:焊接器具、工具、送絲機、夾具等;焊接材料,焊接配套件等機械零部件:標準件、軸承、齒輪、緊固件、鏈條、彈簧、閥門、密封件、傳動件、氣(液)動元器件、液壓元器件;鑄造產品、鍛造產品等【聯系方式】上海梵翡會展有限公司地址:上海市閔行區江漢路223號1層電話:鄭先生 13262250859
2217
上海梵翡會展有限公司 ??? 2年前
解鎖工業測量新動能:激光跟蹤儀引導部件自動對接新時代 
以飛機制造來說,機身與機翼的對接,直接關系到飛機的空氣動力學性能和飛行安全;航天火箭的液體發動機裝配,對精度的要求近乎嚴苛,稍有偏差就可能導致發射任務失敗;船舶制造中,船用發動機定子與轉子的對中精度,決定了發動機的運行穩定性與使用壽命;風電行業里,風電塔筒環縫焊接監測的準確性,影響著塔筒的結構強度與抗風能力。 在這些對接裝配場景中,精確的六自由度調姿與定位不可或缺。
2249
深圳市中圖儀器股份有限公司 ??? 12月前
做工地,電渣壓力焊技術要點你知道多少? 
一、什么是電渣壓力焊鋼筋電渣壓力焊是指將兩鋼筋安放成豎向對接形式,利用焊接電流通過兩鋼筋端面間隙,在焊劑層下形成電弧過程和電渣過程,產生電弧熱和電阻熱,熔化鋼筋,加壓完成的一種壓焊方法。二、電渣壓力焊適用范圍電渣壓力焊適用于柱、墻、構筑物等現澆混凝土結構中豎向受力鋼筋的連接和斜向(傾斜度在 4:1 范圍內)鋼筋的連接;不得在豎向焊接后橫置于梁、板等構件中作水平鋼筋使用。
3956 2
機電安裝 ??? 4年前
壓力容器焊工證符號的意義 
③焊接要素代號,見表5,存在兩種以上要素時,用“/”分開。 考試項目中不出現該項時,則不填。 (三)項目代號應用舉例如下: (1)厚度為12mm的16MnR鋼板對接焊縫平焊試件帶襯墊,使用J507焊條手工焊接,試件全焊透,項目代號:SMAW-Ⅱ-lG(K)-12-F3J。
4382 1
化工設備人 ??? 4年前
ABAQUS 考慮材料硬化的平板對接補焊分析 
本案例分享了使用ABAQUS計算平板對接補焊的殘余應力場的方法,共包括一下幾個部分:焊接分析模型的建立及焊接殘余應力場計算;初始焊接殘余應力場的導入:不包含硬化材料的導入方法;包含材料硬化的導入方法補焊分析模型建立及補焊后殘余應力場計算;焊接殘余應力場與補焊殘余應力場對比;焊縫生死單元的設定流程及示例;含硬化材料初始應力場應力釋放的原因分析及解決對策上述6點為本課程包含的要點
544 1
wanghouhua ??? 5年前
焊接仿真1-基于abaqus的焊接理論(增加多焊縫同步焊與step by step演示 ) 
step by step 課程附件.zip$重要更新$? 在abaqus中如何實現多個焊縫同時焊接1? 焊接仿真涉及到的理論??2.abaqus解決焊接仿真的兩個途徑??3.abaqus的子程序集成(略講)??4.焊接仿真中的單位問題??5.abaqus的自由度11??6.子程序的主要含義??7.簡單對接板的焊接附件為例題(附件下載后。
2313 20
幻想飛翔 ??? 6年前
焊接人必懂的6種先進焊接工藝!漲知識了… 
鋼筋閃光對焊是將兩根鋼筋安裝放成對接形式,利用焊接電流通過兩根鋼筋接觸點產生的電阻熱,使接觸點金屬熔化,產生強烈飛濺,形成閃光,伴有刺激性氣味,釋放微量分子,迅速施加頂鍛力完成的一種壓焊方法。
2864 1
化工交流 ??? 3年前
20條/頁 
跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
