



如何區(qū)分鍛造裂紋、熱處理裂紋、原材料裂紋? 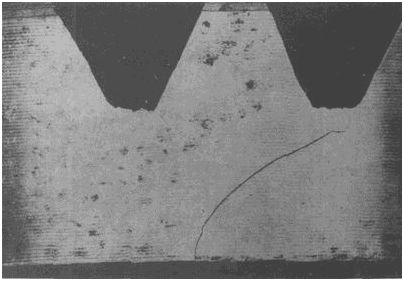
首先,需對“原材料裂紋”和“鍛造裂紋”先確定概念,對鍛造后出現(xiàn)的裂紋,都應(yīng)理解為“鍛造裂紋”,只不過,導(dǎo)致鍛造裂紋產(chǎn)生的主要因素可以再分成: 1、原材料缺陷所致的鍛造裂紋; 2、鍛造工藝不當(dāng)所致的鍛造裂紋。 從裂紋宏觀形態(tài)先進(jìn)行大致區(qū)分,橫向一般與母材無關(guān),縱向裂紋需要結(jié)合裂紋形態(tài)與鍛打工藝等結(jié)合分析。
4244 3
FMMM ??? 3年前
鍛造技術(shù)知識! 
坯料端面凹陷在剪床上下料時,由于剪刀片之間的間隙太小,金屬斷面上、下裂紋不重合,產(chǎn)生二次剪切,結(jié)果部分端部金屬被拉掉,端面成凹陷狀。這樣的坯料鍛造時易產(chǎn)生折疊和開裂。端部裂紋在冷態(tài)剪切大斷面合金鋼和高碳鋼棒料時,常常在剪切后3~4h發(fā)現(xiàn)端部出現(xiàn)裂紋。主要是由于刀片的單位壓力太大,使圓形斷面的坯料壓扁成橢圓形,這時材料中產(chǎn)生了很大的內(nèi)應(yīng)力。
4587
FMMM ??? 3年前
鍛造工藝和熱處理工藝對TC4-DT合金鍛件組織性能影響 
鍛造的過程中如果出現(xiàn)裂紋、折疊等缺陷,應(yīng)排除缺陷后再加熱進(jìn)行鍛造,鍛造坯料修傷的寬深比大于10,圓滑過渡。本文共研究了3 種鍛造工藝,分別標(biāo)記為鍛造工藝A、鍛造工藝B 和鍛造工藝C。鍛造工藝A⑴鍛造工藝A 的技術(shù)參數(shù)。鍛造工藝A 采用兩相區(qū)反復(fù)鐓拔工藝。
4923 3 2
FMMM ??? 2年前
TiAl4822 合金鍛造工藝參數(shù)的研究 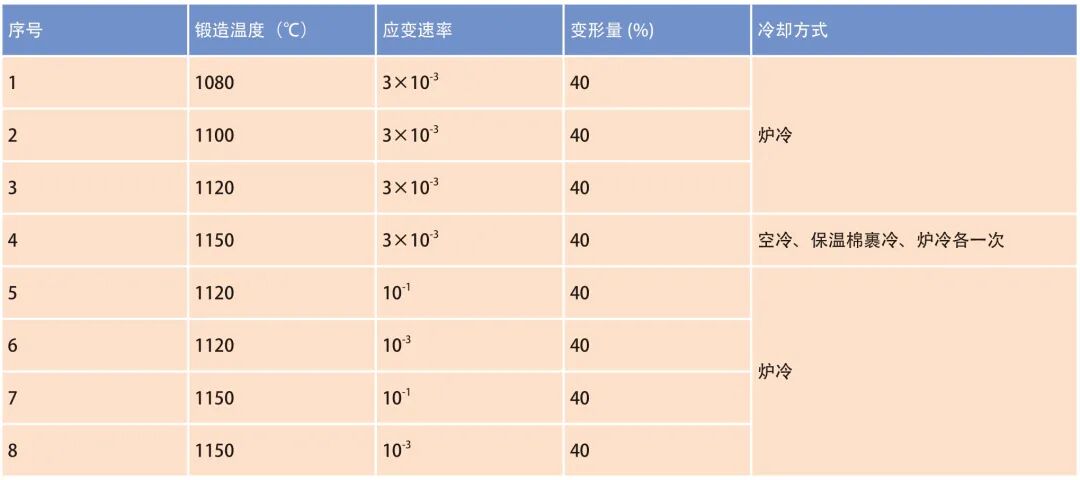
隨著鍛造溫度的降低,材料熱加工塑性降低,鍛造溫度低于1120℃時,易產(chǎn)生鍛造裂紋;應(yīng)變速率超過4×10-3 時,隨著應(yīng)變速率的提高,材料的變形抗力增加,易產(chǎn)生鍛造裂紋,應(yīng)變速率超過10-1 后鍛件裂紋十分嚴(yán)重;該材料對溫度應(yīng)力較為敏感,在快速的冷卻方式下,宏觀開裂傾向明顯,宜采用隨爐冷卻方式。
3214
FMMM ??? 3年前
大型支座鍛件工藝開發(fā)及優(yōu)化提高 
折紋隱患很可能引起淬火裂紋延伸,導(dǎo)致鍛件報廢,為了完全消除折疊質(zhì)量隱患及降低操作工打磨勞動強度,對模鍛成形工藝進(jìn)行改進(jìn)。改進(jìn)后鍛件結(jié)構(gòu)如圖8所示,上模中間圓形凸臺取消,改成整體圓錐,這樣改善了金屬流動趨勢。經(jīng)過再次有限元模擬分析得知,整個模鍛成形過程中金屬流動不再出現(xiàn)折疊現(xiàn)象,折疊質(zhì)量隱患得到完全消除。經(jīng)過幾個批次的批量生產(chǎn)驗證,沒有出現(xiàn)折疊質(zhì)量隱患,鍛件質(zhì)量得到可靠保證。
3174 1 1
FMMM ??? 4年前
模具鋼鍛造需要注意什么? 
3 終鍛溫度 在鍛造過程中,在確保模具鋼不出現(xiàn)裂紋的情況下,應(yīng)盡量用較低的終鍛溫度,會獲得更細(xì)小的晶粒。其次,對于某些萊氏體鋼,在鍛造時避免終鍛溫度過低,而產(chǎn)生角裂和邊裂。
4691
FMMM ??? 3年前
飛機翼身接頭模具設(shè)計及等溫鍛造工藝模擬 
來源:互聯(lián)網(wǎng) 作者:黃湘龍 易幼平 關(guān)鍵字:有限元 QForm 等溫鍛造 仿真模擬 本文在QForm 2D/3D仿真平臺上對7085鋁合金翼身接頭進(jìn)行等溫鍛造過程模擬,對等溫鍛造中流線、應(yīng)力、應(yīng)變、最大載荷以及可能產(chǎn)生的折疊進(jìn)行全方面模擬,提出了相應(yīng)的等溫鍛造成形方案與工藝參數(shù),為等溫鍛造參數(shù)以及鍛造用模具優(yōu)化設(shè)計提供幫助。
3536 10 4
天佑有限元 ??? 4年前
最新 | DEFORM V12-13+新功能簡介 
2.2 新增微小流動折疊缺陷預(yù)測 新的因材料表面流動所引起的微小折疊缺陷預(yù)測,采用基于表面膨脹、總拉伸應(yīng)變或向內(nèi)流動距離算法模型,無需傳統(tǒng)采用微小折疊部位細(xì)化大量網(wǎng)格的方法,采用較粗網(wǎng)格即可預(yù)測微小折疊位置,大大節(jié)省單元規(guī)模及計算時間。
5806 1 1
安世亞太 ??? 3年前
設(shè)計仿真 | Simufact Forming仿真技術(shù)破解水輪機軸鍛造難題 
PART02Simufact Forming:鍛造工藝的“數(shù)字實驗室”海克斯康Simufact Forming鍛造工藝仿真包括鐓粗、模鍛、拉伸、拔長、自由鍛、擠壓、輥鍛、線割、熱處理等工藝,能夠幫助用戶通過仿真的方式實現(xiàn)鍛造成形工藝虛擬試錯,通過對成形過程中材料流動、溫度、應(yīng)力、應(yīng)變、折疊缺陷、設(shè)備噸位、微觀晶粒等分析,幫助優(yōu)化鍛造工藝。
3056 21 5
海克斯康設(shè)計與仿真 ??? 12月前
齒環(huán)類鍛件自動化鍛造生產(chǎn)工藝開發(fā) 
圖4 內(nèi)徑定位圖5 外徑定位內(nèi)徑定位結(jié)果分析:靠內(nèi)孔定位,內(nèi)孔會出現(xiàn)縱向毛刺,最大外徑處的圓角不易充滿,鍛件底面存在產(chǎn)生折疊的風(fēng)險,鍛造成形力5500t,成形能量600kJ。外徑定位結(jié)果分析:靠外孔定位,金屬流動良好,鍛件不會產(chǎn)生折疊,鍛造成形力6000t,成形能量520kJ。
3248
FMMM ??? 3年前
EA1N 車軸疲勞裂紋的分析 
而在進(jìn)行此次疲勞試驗時,車軸出現(xiàn)了裂紋并發(fā)生斷裂。針對該情況,有必要對其疲勞裂紋產(chǎn)生的原因進(jìn)行探究分析,對于后期的疲勞試驗以及生產(chǎn)工藝的改進(jìn)至關(guān)重要。鑒此,本文擬通過對其原材料、鍛造過程、熱處理過程、理化性能檢驗、機加工過程以及宏觀斷口逐個進(jìn)行分析排查,來找出可能導(dǎo)致車軸產(chǎn)生疲勞裂紋的不良因素,進(jìn)而對其進(jìn)行改進(jìn)。
3392 1
FMMM ??? 3年前
合金鋼連桿裂紋原因分析及解決措施 
圖3 裂紋表面狀態(tài)情況調(diào)查經(jīng)調(diào)查:該產(chǎn)品經(jīng)鍛造后,采用焊割方式去除大小頭孔處連皮,連皮厚度約10 ~15mm,焊縫邊緣呈現(xiàn)鋸齒狀并有尖銳凸起及凹陷處。在此狀態(tài)下產(chǎn)品直接進(jìn)入熱處理工序,熱處理方式采用正火、調(diào)質(zhì),為滿足900 ~1050MPa 的強度要求,淬火冷卻采用水淬。原因分析⑴機械性能檢測。
2313
FMMM ??? 4年前
F55 雙相不銹鋼閥蓋制造工藝及產(chǎn)品質(zhì)量驗證 
圖1 F55 材質(zhì)雙相不銹鋼閥蓋 圖2 閥蓋鍛造成形工藝流程 圖3 所示為現(xiàn)場鍛造F55 雙相不銹鋼閥蓋產(chǎn)品的鍛造過程,依次為坯料、鐓粗、沖孔、胎模成形獲得成品。鍛造產(chǎn)品冷卻后測量外觀無裂紋、折疊等缺陷,外形尺寸合格,滿足機加工圖紙要求。
5007 3 2
FMMM ??? 2年前
設(shè)計仿真 | Simufact Forming仿真技術(shù)破解水輪機軸鍛造難題 
PART02Simufact Forming:鍛造工藝的“數(shù)字實驗室”海克斯康Simufact Forming鍛造工藝仿真包括鐓粗、模鍛、拉伸、拔長、自由鍛、擠壓、輥鍛、線割、熱處理等工藝,能夠幫助用戶通過仿真的方式實現(xiàn)鍛造成形工藝虛擬試錯,通過對成形過程中材料流動、溫度、應(yīng)力、應(yīng)變、折疊缺陷、設(shè)備噸位、微觀晶粒等分析,幫助優(yōu)化鍛造工藝。
2928 7 4
上海庭田信息科技有限公司 ??? 11月前
25Cr2Ni4MoV飛輪體鍛件制造工藝研究 
整個剖面的變形非常不均勻,等效應(yīng)變大的區(qū)域恰好對應(yīng)的是鋼錠的V 型偏析區(qū),這個區(qū)域材料的質(zhì)量本來就不好,再加上變形非常大,因此容易出現(xiàn)裂紋,造成超聲波探傷不合格。當(dāng)鐓粗變形率達(dá)到60%時,等效應(yīng)變大的區(qū)域在鍛件的中間區(qū)域,最大等效應(yīng)變?yōu)?.4。而在V 型偏析區(qū),最大等效應(yīng)變?yōu)?.0,等效應(yīng)變較小,不容易出現(xiàn)裂紋。從鐓粗變形率來看,當(dāng)鐓粗變形率達(dá)到60%時,鍛造變形最佳,不容易出現(xiàn)裂紋。
4593
FMMM ??? 3年前
自動化鍛造生產(chǎn)線過程特性淺析 
下面,結(jié)合本單位轉(zhuǎn)向節(jié)自動化鍛造生產(chǎn)線對鍛造過程特性進(jìn)行梳理分析。鍛造生產(chǎn)線基礎(chǔ)——工序過程特性本單位轉(zhuǎn)向節(jié)鍛打工藝流程為:料段加熱→鐓粗/拍扁制坯→熱模鍛→切邊→冷卻。下面按工序?qū)^程特性進(jìn)行簡要分析。加熱工序(1)料段溫度的控制。
2597
FMMM ??? 3年前
球面銷鍛造模具設(shè)計及冷鍛技術(shù)應(yīng)用 
此種設(shè)計要求是為了保證冷精鍛有足夠的精鍛余量,滿足客戶圖紙要求;同時也是為了保證冷精鍛時材料的流動,避免鍛件平面產(chǎn)生凸起、折疊等不利現(xiàn)象。 ⑵退刀槽:鍛件上的退刀槽在鍛模上顯示為凸出,易磨損,要求退刀槽深度按極限正差設(shè)計,即此處鍛件厚度按極限負(fù)差設(shè)計。
3145 2
FMMM ??? 4年前
折疊屏的“命門”之戰(zhàn):如何用“暴力”測試為柔性未來立規(guī)矩? 
在屏幕或FPC彎折的過程中,由于微裂紋的產(chǎn)生,電阻值會發(fā)生波動。優(yōu)秀的測試系統(tǒng)必須集成四線制測阻法,能夠在屏體點亮或斷電狀態(tài)下,實時捕捉毫歐級的變化,并自動在軟件中生成“彎折次數(shù)-電阻”曲線。一旦阻值超過設(shè)定閾值(如增加10%),設(shè)備立即報警停機,精準(zhǔn)定位失效點。3.
1058
德基西瓜 ??? 1月前
設(shè)計仿真 | Simufact Forming鍛造工藝仿真的經(jīng)濟效益 
圖:Simufact Forming熱沖切(左)與實際沖切(右)結(jié)果對比通過多次Simufact Forming的仿真測試,進(jìn)行了多種大膽設(shè)計的改進(jìn),仿真驗證沒有材料流動、折疊等制造缺陷后,最終確定了成形工藝方案:工件初始尺寸調(diào)小、楔橫軋預(yù)制坯的楔形做了較大的調(diào)整、錘鍛次數(shù)為4次錘鍛。通過這樣調(diào)整,即保證了成形過程的材料流動,又保證了最后沖裁掉的廢料較少,節(jié)省材料達(dá)8%。
2552 5 2
海克斯康設(shè)計與仿真 ??? 2年前
柔性屏彎折試驗機:從實驗室到生產(chǎn)線的全場景測試應(yīng)用 
FPC彎折試驗機WH-1703-3-北京沃華慧通測控技術(shù)有限公司(二)成品檢測1、折疊屏手機與平板檢測:在折疊屏手機和平板的生產(chǎn)線上,每臺產(chǎn)品都需經(jīng)過嚴(yán)格的彎折測試。以華為 TMG 折疊屏測試標(biāo)準(zhǔn)為例,需對柔性屏進(jìn)行 20 萬次動態(tài)折疊測試,同時監(jiān)測低溫彎折(-30℃)及裂紋擴展情況。
2829
德基西瓜 ??? 8月前
20條/頁 
跳至頁

技術(shù)鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓(xùn)客服
- 平臺客服
TOP
