



焊接知識:鑄鐵焊接集錦 
3.厚大件多層焊的焊補工藝特點1)合理安排多層焊焊接順序;2)必要時采用栽絲法:栽絲法多用于承受較大工作應力的厚大焊件(如大型機器機座等)的裂紋焊補。異質焊縫冷焊之“栽絲法”:采用栽絲法(圖4-17)就是人為地使該區應力的大部分由栽絲材料(低碳鋼)來承擔,從而防止剝離性裂紋的發生。焊接時,先繞螺釘施焊,再焊螺釘之間。
4351 2
金屬加工前沿 ??? 3年前
焊接平臺也有“卷王”?五面都能用,效率直接翻倍 
、自動化焊接設備配套使用,滿足智能制造需求表面處理技術升級:采用等離子氮化、高頻淬火等處理工藝,臺面硬度更高(≥45HRC),耐磨抗焊渣飛濺,使用壽命可達10年以上總結鑄鐵焊接平臺作為鉚焊工藝的基礎設備,以高強度鑄鐵為材質,經嚴格熱處理消除內應力,采用科學的箱型筋板結構確保剛性和抗沖擊性,通過T型槽或孔系系統實現工件的靈活固定。
1498
威岳13780573715 ??? 2月前
焊后熱處理有關問題的討論 
爆炸法消除焊接殘余應力:是將炸藥特制成膠帶狀,在設備的內壁粘在焊接接頭表面上,其機理與錘擊法消除焊接殘余應力相同。據說此法可以彌補錘擊法消除焊接殘余應力的一些不足之處,但是,有單位在兩個條件相同的液化石油汽儲罐上分別采用整體熱處理和爆炸法消除焊接殘余應力進行對比試驗,一年后開罐檢查發現前者焊接接頭完好如初,而經爆炸法消除焊接殘余應力儲罐的焊接接頭則出現許多裂紋。
2325 1
化工設備人 ??? 4年前
干貨 | 鑄鐵平臺全面解析:種類、用途、精度等級與選型要點 
五、材質與工藝特點鑄鐵平臺通常采用HT200至HT300高強度鑄鐵材質,硬度在HB170至240之間。核心工藝特點包括以下幾個方面。在時效處理方面,鑄鐵平臺需要經過人工退火(溫度控制在600至700攝氏度)和自然時效(時間長達2至3年)兩次處理,徹和底消除內應力,確保長期使用中的精度穩定性。
483
威岳13780573715 ??? 5天前
【破防了】地平鐵:比設備還貴的“鐵疙瘩”,憑啥不能省? 
以下是它的核心參數與選型要點,方便你快速了解:材質與處理:多采用高強度灰口鑄鐵(如HT200-300),需經過兩次人工退火(約600-700℃)及自然時效(長達2-3年)處理,以徹和底消除內應力,確保百年不變形。精度等級:按國家標準分為0、1、2、3級。0/1級用于精和密檢測和計量;2/3級用于重型裝配和焊接。等級越高平面度誤差越小,價格也越貴。
137
威岳13780573715 ??? 2天前
站得穩,才能測得準”——一位大型鑄鐵平臺的“立正”修養 
日常維護:嚴禁行為:嚴禁在平臺上錘擊、焊接、超載或放置高溫工件。定期檢查:建議每3-6個月復檢一次水平度,檢查墊鐵是否松動。防銹保養:使用完畢后清洗工作面并涂抹防銹油。三種常用調平方法對比(文字版):墊鐵調平法核心原理:逐點調節平臺下方的可調墊鐵高度。
1003
威岳13780573715 ??? 1月前
站得穩,才能測得準”——一位大型鑄鐵平臺的“立正”修養
日常維護:嚴禁行為:嚴禁在平臺上錘擊、焊接、超載或放置高溫工件。定期檢查:建議每3-6個月復檢一次水平度,檢查墊鐵是否松動。防銹保養:使用完畢后清洗工作面并涂抹防銹油。三種常用調平方法對比(文字版):墊鐵調平法核心原理:逐點調節平臺下方的可調墊鐵高度。
848
威岳13780573715 ??? 1月前
鑄鐵平臺:看起來像“鐵憨憨”,測起來比誰都“精” 
焊接/裝配:建議選擇 3級 或 精刨。這類場景對平面度要求不高,但對平臺的剛性和抗沖擊能力要求更高。總結:選購鑄鐵平臺時,應優先確認其時效處理工藝(是否消除應力),并嚴格核對平面度檢測報告。對于高精度場景,務必確?,F場環境溫度達標。
240
威岳13780573715 ??? 3天前
【技術貼】鑄鐵試驗平板安裝調試,手把手教你避開8個坑 
五、注意事項與維護操作禁和忌嚴禁在平臺工作面上進行焊接、敲打等作業,防止臺面損傷或內部應力釋放。調整墊鐵必和須使用鑄鐵等剛性材料,禁止用木板、膠皮等易變形材料替代。環境控制安裝環境溫度需保持穩定,避免劇烈變化影響精度調試。潮濕環境下安裝后,工作面應及時涂抹防銹油,定期通風干燥。定期維護安裝調試完成后,記錄各項精度數據,建立設備檔案。
845
威岳13780573715 ??? 1月前
地形再 “怪” 也不怕:這款鑄鐵地軌,專治各種疑難 
“變形”是鑄鐵構件永恒的話題。對于長條形的T型槽地軌,控制變形是保證精度的生命線。以下是確保地軌“不易撓曲、重載下變形小”的三大有效策略:1. 鑄造工藝:應力釋放是核心時效處理:地軌在粗加工后,必和須進行兩次以上的人工時效處理(加熱至500-550°C,保溫數小時,隨爐緩冷)。這一步能徹和底消除毛坯鑄造和粗加工產生的內應力,確保未來幾年幾何尺寸的穩定。
1593
威岳13780573715 ??? 2月前
各型號T型槽地軌安裝差異:核心步驟對比 
該工藝旨在消除材料內部應力,防止工件在后續使用中發生形變。自然時效:在室溫下長期放置(可達數年),依靠時間使應力自然釋放。周期長,但應力釋放較徹和底。人工時效:通過將工件加熱至特定溫度并長時間保溫后緩冷,加速應力釋放過程。這是目前工業中更為主流的處理方式。
963
威岳13780573715 ??? 1月前
T型槽鐵地板:T型槽里塞鐵屑——凈給人添堵 
工件放置不合理:長期將重物放在同一位置,造成局部應力過大-3-10。材質或熱處理不過關:使用HT200以下低牌號鑄鐵,或未經過充分的時效處理消除內應力-6-7。預防與解決方法:嚴格按額定載荷使用,工件均勻分布-3。優先選用HT250-HT300高強度鑄鐵、經過充分時效處理的鐵地板-5-6-7。定期檢測精度(每3-6個月),發現超差及時通過刮研修復-3-10。
965
威岳13780573715 ??? 1月前
【經驗】條形鑄鐵平臺“均勻受力”到底怎么判斷?一個錘子搞定 
整體復測(網格法)在平臺上畫出網格(如每 500mm 一個點),測量每個交叉點的相對高度。分析數據,微調墊鐵,消除局部扭曲,使平面度符合出廠標準或國標要求(如 GB/T 22095)-1-3?!梆B生”與復檢全部調整并初步緊固后,建議靜置 24 小時,讓平臺釋放內應力。之后進行比較終復測和微調-1-2-5。
1184
威岳13780573715 ??? 1月前
條形鑄鐵平臺的“骨科體檢”:從墊鐵到灌漿,全套正骨流程 
500mm一個點,測量各點相對高度分析數據,通過精細調整個別墊鐵,消除局部扭曲和彎曲3.
1373
威岳13780573715 ??? 2月前
萬丈高樓平地起——圓形鑄鐵平臺從“粗平”到“精平” 
二、圓形鑄鐵平臺注意事項與日常維護(一)嚴禁事項禁止在平臺上進行局部強和力焊接、撞擊或超載加載,以免破壞應力平衡與幾何精度。重型工件應盡量放置在靠近支撐點的位置,避免在懸空區域集中施加載荷。(二)特殊結構處理對于中和心帶圓孔的環形平臺,支撐點應避開孔洞,并特別加強孔口周邊的剛性支撐。(三)日常維護定期(建議每季度)檢查平臺水平度與平面度。
1175
威岳13780573715 ??? 2月前
【專業知識】焊鐵鋁銅不銹鋼要采用什么焊接方式,好好收藏! 
采用氬弧焊焊3mm以下的薄板,電源用直流正接、氬氣純度不低于99.98%,噴嘴要盡量靠近工件,焊接電流要小,焊接速度要快,焊后一般要進行低溫退火處理,以改善結晶組織和消除焊接應力。 如何焊接銅及銅合金? 銅及銅合金的焊接有許多困難,因為它們的導熱性特別好,所以容易造成焊不透和熔合不好等缺陷。焊后工件要產生較大的變形,焊縫及熔合區也容易產生裂紋和大量的氣孔。
2506
機械工程師 ??? 4年前
焊接缺陷及防治措施 
當焊縫的形狀系數過小時,焊縫窄而深,低熔點雜質會聚集在焊縫中心,產生熱裂縫的可能性大大增加,當焊縫的形狀系數較大時,焊縫寬而淺,低熔點共晶和雜質聚集在焊縫近表面區,大大降低了中心線裂縫的傾向 形狀系數對裂縫的影響 5)采取各種降低焊接應力的工藝措施,如采用合理的焊接順序和方法、釆用較小的焊接線能量、整體預熱和錘擊法等。 6)收弧時填滿弧坑,可避免產生弧坑裂縫。
4195
化工設備人 ??? 4年前
文獻分享 | 使用 ANSYS 進行偏置軸承建模、靜態和動態分析 
環氧E玻璃UD作為一種高強度、輕重量的結構材料,具有優越的機械性能,甚至應力變化都在允許的范圍內,已被廣泛接受;因此,復合材料可以代替金屬偏置軸承用于偏置軸承。 ?采用目視法進行網格收斂研究,發現網格在單元邊長為1mm處收斂??紤]的因素是結果的準確性和分析所需的時間。
2865 2 1
Infiniteelements ??? 2年前
鋼的熱處理集錦。 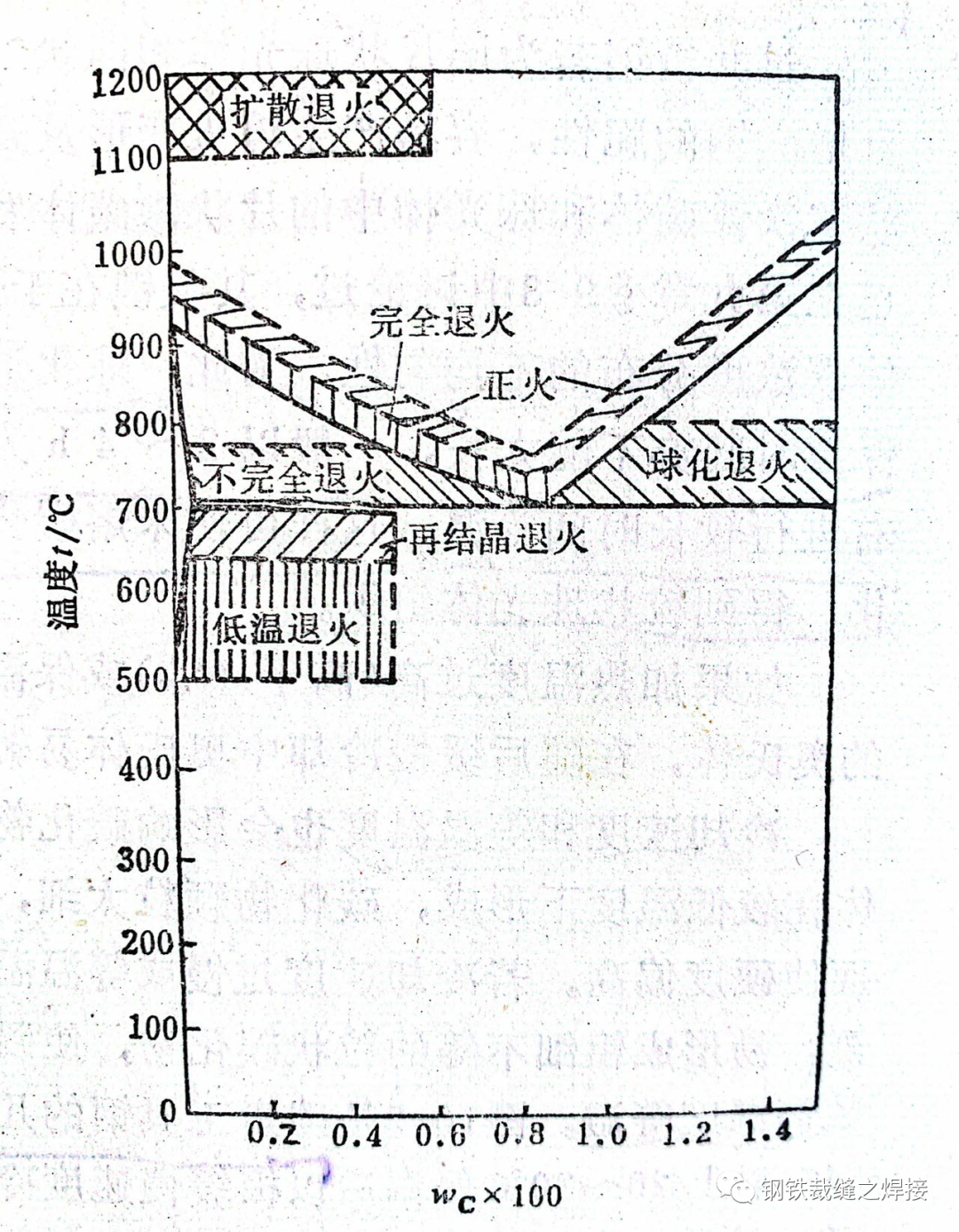
鑄鐵件去應力退火溫度一般為500~550℃,超過550℃容易造成珠光體的石墨化。焊接工件的退火溫度一般為500~600℃。一些大的焊接構件,難以在加熱爐內進行去應力退火,常常采用火焰或工頻感應加熱局部退火,其退火加熱溫度一般略高于爐內加熱。 再結晶退火是把冷變形后的金屬加熱到再結晶溫度以上保持適當的時間,使變形晶粒重新轉變為均勻等軸晶粒而消除加工硬化的熱處理工藝。
3730
FMMM ??? 3年前
焊接熱裂紋、再熱裂紋、冷裂紋、層狀撕裂,這些你都了解嗎? 
在應力的繼續作用下,就會不斷地發生擴展而形成宏觀的裂紋。氫是引起高強鋼焊接冷裂紋重要因素之一,并且有延遲的特征,因此,在許多文獻上把氫引起的延遲裂紋稱為“氫致裂紋”。試驗研究證明,高強鋼焊接接頭的含氫量越高,則裂紋的敏感性越大,當局部地區的含氫量達到某一臨界值時,便開始出現裂紋,此值稱為產生裂紋的臨界含氫量[H]cr。
2771
機械學霸 ??? 4年前
20條/頁 
跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
