



300MW 汽輪發電機轉子鍛件開發 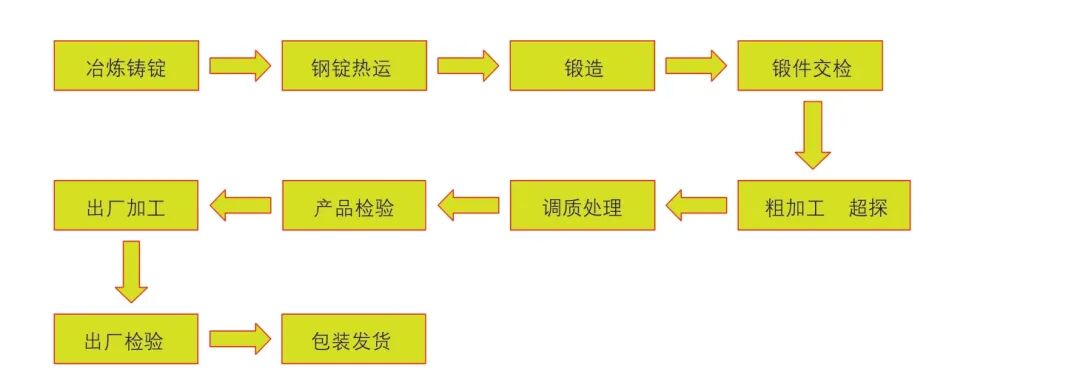
表2 機械性能超聲波探傷要求由制造廠按最新發表的ASTM A418 對轉子進行超聲波探傷,轉子內部探傷的要求如下:(1)鍛件發現裂紋、類似裂紋、白點或縮孔時應立即報廢。(2)鍛件不允許有任何條狀缺陷, 當量直徑φ ≥1.2mm 的密集缺陷和游動信號。(3)發現當量直徑1.6mm 以上的任何缺陷應記錄并報告。(4)當量直徑等于或大于2mm 的非金屬夾雜物不允許存在。
2483
FMMM ??? 3年前
25Cr2Ni4MoV飛輪體鍛件制造工藝研究 
飛輪體鍛件主要用于600MW 示范快堆工程機組一回路鈉泵電機的輔助電機中,是輔助電機的重要部件,可以在電廠失去電源的情況下正常工作,為堆芯帶走熱量。飛輪體鍛件材質為25Cr2Ni4MoV,其對超聲波探傷及力學性能的要求非常高。該鍛件技術含量高,產品附加值高,市場潛力大。技術要求化學成分要求材料的化學成分要求見表1。
4593
FMMM ??? 3年前
Wabtec原奧林巴斯超聲波探傷儀解決方案 
Wabtec原奧林巴斯:https://www.wabtecims.com.cn/Wabtec原奧林巴斯超聲波探傷儀解決方案:https://www.wabtecims.com.cn/zh/ut-flaw/ 我們的儀器廣泛應用于檢測焊縫、鍛件、渦輪及其他結構性部件,能夠精準定位并定量分析隱藏裂縫、空隙、脫膠等各類不連續性缺陷。
651
用戶_159024 ??? 7天前
大型支座鍛件工藝開發及優化提高 
樣件經劃線檢查符合圖紙要求,鍛打調試完成后進行調質處理并進行著色探傷檢查折紋情況,上模型腔里發現三件存在較淺折疊現象,經打磨可消除,打磨后滿足鍛件質量要求。圖7 大型支座鍛件樣件調試實物圖工藝優化提高根據第一次樣件調試結果情況分析,折紋比例達到了20%,后續需要進行調質處理。
3174 1 1
FMMM ??? 4年前
鍛造工藝和熱處理工藝對TC4-DT合金鍛件組織性能影響 
表2 TC4-DT 原材料超聲波探傷標準注:中心指示間距≤25.4mm;指示長度≤12.7mm。TC4-DT 鍛件自由鍛工藝研究鍛造工序后的鍛件尺寸要求見圖1,鍛造成形工步采用α+β 常規兩相區鍛造。鍛造坯料下料長度為φ300mm×(623±3)mm,坯料倒角R15mm。鍛造設備為40MN油壓機,鍛造加熱采用普通的箱式電爐,控溫精度為±10℃,坯料到溫裝爐。
4923 3 2
FMMM ??? 2年前
閥門的制造流程。 
第二步:閥門內件制造工序 A、需堆焊密封面的內件如閥瓣、閥座等 原材料采購(按標準)→入廠檢驗(按標準)→制作毛坯(圓鋼或鍛件,按圖紙工藝要求)→粗加工超聲波探傷面(圖樣要求時)→粗加工堆焊槽→堆焊及焊后熱處理?精加工各部?研磨密封面?密封面硬度檢驗、著色探傷。 B、閥桿 原材料采購(按標準)→入廠檢驗(按標準)→制作毛坯(圓鋼或鍛件,按圖紙工藝要求)?
2203
閥門圈 ??? 4年前
大型半軸鍛件成形工藝研發 
中間坯頂鐓成形工藝穩定可靠,制坯質量較好尺寸達到圖紙要求,鍛件(圖8)最終成形充滿良好,經測量鍛件全尺寸符合圖紙要求。后續熱處理后機械性能達到圖紙要求,磁粉探傷檢驗后盤部沒有發?現折疊現象。該產品經過大批量生產驗證此聯合工藝操作簡單,質量穩定可靠,生產成本低,鍛件質量滿足客戶需求,給公司帶來較大的經濟效益。
2820
FMMM ??? 4年前
叉車用轉向節生產工藝分析 
轉向節鍛件實物見圖1、3D 數模圖見圖2、鍛件圖主要尺寸見圖3。圖1 轉向節鍛件圖2 轉向節3D 數模圖3 轉向節鍛件2D 圖工藝分析主設備選擇產品鍛件重11.7kg,材質42CrMo,材質系數M1,形狀復雜系數S4。依照計算公式P=K×σ×S。
2272 1
FMMM ??? 4年前
球面銷鍛造模具設計及冷鍛技術應用 
綜上分析:明確球面銷生產工藝流程為:下料→加熱→鍛造(鐓粗預成形+預鍛→終鍛)→熱處理→后處理(探傷、拋丸、打磨等)→冷精鍛→包裝。
3145 2
FMMM ??? 4年前
航空發動機用高溫合金的鑄造、鍛造工藝 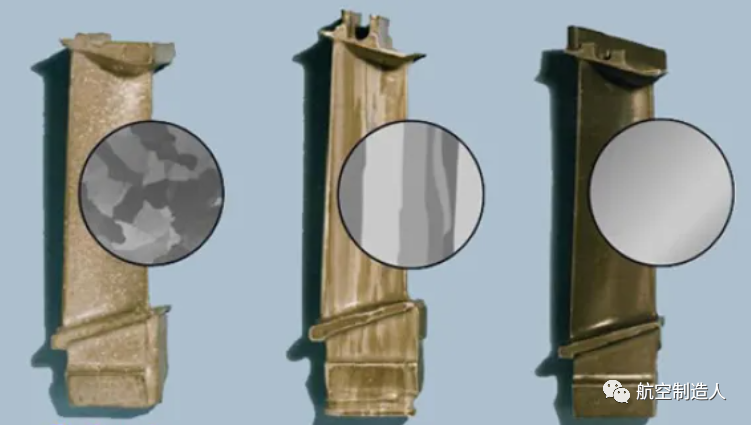
鍛造工藝航空發動機中,使用鍛件的零部件有盤、鼓筒軸、風扇和壓氣機葉片等,主要的制造工藝是:熔煉、轉坯、鍛造、機加、精整。本文以盤類加工為例。高溫合金盤類零件通常在亞固溶或者過固溶條件下進行等溫鍛或者熱模鍛工藝。為了確保鍛件質量,要求每個零件必須用相同的工藝,并通過高靈敏度的超聲檢測方法進行探傷。
4823 3 1
aero-engine ??? 2年前
合金鋼連桿裂紋原因分析及解決措施 
表1 42CrMoA 原材料化學成分含量(%)生產流程及技術要求⑴鍛件重98kg,經兩次加熱變形、采用整體鍛造成形,具體生產流程為:下料→加熱出坯→加熱模鍛→焊割大小頭孔→熱處理→鏜孔→探傷→拋丸→防銹→發貨。⑵產品交貨狀態為調質,每爐隨機抽取一件實物試樣取試(圖2),按照縱向1 套、橫向1 套(參考),達到的技術要求見表2。
2313
FMMM ??? 4年前
降低成本的核心.
鍛造余熱利用 經驗知識積累、分析和總結 設備可靠性,故障率高 降低廢品率 降低返修率 鋼錠變形機理研究和鋼材的純凈度 化學成分準確與鋼錠質量控制 探傷與探傷判斷
1934 1
FMMM ??? 4年前
20條/頁 
跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
