



多刀次熱力耦合切削 

多刀次切削,研究多刀次切削低損傷與參與應(yīng)力問題。以及切削次數(shù)之間溫度傳遞以及溫度冷卻問題。
2060
有那麼點東西 ??? 3年前
ansys切削土壤仿真?
有ansys旋耕刀切削土壤仿真教程嗎?
1923 2
愛旭 ??? 3年前
【米思米機(jī)械設(shè)備知識分享】- 立銑刀和端銑刀種類區(qū)別有哪些 
銑刀的種類有面銑刀、立銑刀、鼓形銑刀、鍵槽銑刀、模具銑刀等。面銑刀常用于端銑較大的平面,立銑刀用于加工溝槽和臺階面等,鼓形銑刀主要用于對變斜角類零件的變斜角面的近似加工,模具銑刀適用于加工空間曲面零件,有時也用于平面類零件上有較大轉(zhuǎn)接凹圓弧的過渡加工。 立銑刀是數(shù)控銑削中最常用的一種銑刀。立銑刀的圓柱表面和端面上都有切削刃,圓柱表面的切削刃為主切削刃,端面上的切削刀為副切削刃。
2239
MISUMI米 ??? 3年前
薄壁變形切削仿真-讓刀-ABAQUS切削仿真 
本系列切削仿真視頻以軍工和刀具企業(yè)的應(yīng)用場景為切入點,包括了常見的車削、銑削和鉆削等工藝方式,同時凝聚了切削仿真中的失效、接觸以及網(wǎng)格等關(guān)鍵核心技術(shù),在此基礎(chǔ)上又對顆粒復(fù)材以及薄壁件的切削仿真過程進(jìn)行了整體和局部的充分展示,相信能對高校和企業(yè)的切削工藝研發(fā)課題起到一定的促進(jìn)作用。
1282 1 2
領(lǐng)航科工-專業(yè)切削仿真 ??? 5年前
刀具銷售很少知道的立銑刀原理 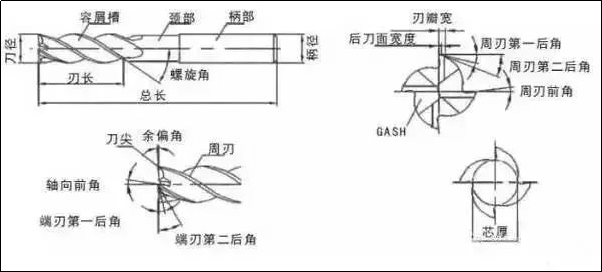
立銑刀的主切削刃在圓柱面上,端面上的切削刃是副切削刃。工作時不能沿著銑刀的軸向作進(jìn)給運動。立銑刀可用于側(cè)面加工、槽加工、曲面加工等加工領(lǐng)域。對于各種加工形態(tài),可使用的立銑刀種類也非常豐富。以前常用的是高速鋼整體立銑刀,而現(xiàn)在隨著涂層技術(shù)與刀具材料技術(shù)的進(jìn)步,涂層硬質(zhì)合金整體立銑刀與可轉(zhuǎn)位立銑刀逐漸普及,廣泛應(yīng)用在模具加工、高硬度材料加工等領(lǐng)域。1.
2060
數(shù)控編程網(wǎng) ??? 3年前
車身覆蓋件修邊模正側(cè)交刀結(jié)構(gòu)研究 
本案例正修先切,側(cè)修后切。上刀局部結(jié)構(gòu)較長,修邊行程較大。因為垂直向下,下模修邊線以外虛空,不易干涉。如果側(cè)修先切,側(cè)修上刀局部行程較長,與下模容易撞上;同時斜楔行程增大,動態(tài)剛性較差。為提高剛性,刀體底座面積增大,則斜楔滑塊較大。模具結(jié)構(gòu)設(shè)計形成一個規(guī)則,原則上正側(cè)交刀時,優(yōu)先定義正先修、側(cè)后修,利于結(jié)構(gòu)緊湊。在重疊刃口段,下刃壁虛空。嶄新的刀塊刃口理論棱線成立。
2771
FMMM ??? 4年前
CNC數(shù)控 | 車床螺紋編程切削 
工件裝夾不牢工件本身的剛性不能承受車削時的切削力,因而產(chǎn)生過大的撓度,改變了車刀與工件的中心高度(工件被抬高了),形成切削深度突增,出現(xiàn)啃刀,此時應(yīng)把工件裝夾牢固,可使用尾座頂尖等,以增加工件剛性。 普通螺紋的對刀方法有試切法對刀和對刀儀自動對刀,可以直接用刀具試切對刀,也可以用G50設(shè)置工件零點,用工件移設(shè)置工件零點進(jìn)行對刀。
2753
金屬加工前沿 ??? 4年前
數(shù)控車床螺紋編程切削,這下秒懂了!
工件裝夾不牢工件本身的剛性不能承受車削時的切削力,因而產(chǎn)生過大的撓度,改變了車刀與工件的中心高度(工件被抬高了),形成切削深度突增,出現(xiàn)啃刀,此時應(yīng)把工件裝夾牢固,可使用尾座頂尖等,以增加工件剛性。 普通螺紋的對刀方法有試切法對刀和對刀儀自動對刀,可以直接用刀具試切對刀,也可以用G50設(shè)置工件零點,用工件移設(shè)置工件零點進(jìn)行對刀。
2065
數(shù)控編程網(wǎng) ??? 4年前
為啥我的前兩刀切的特別多啊?
救命救命各位大佬
953
想干大事 ??? 11月前
Abaqus三維切削案例教學(xué) 
典型結(jié)果顯示,在切削區(qū)域(如剪切面和前刀面附近)會出現(xiàn)局部高溫峰值,溫度梯度較大;隨著切削的進(jìn)行,熱擴(kuò)散會使高溫區(qū)域逐漸擴(kuò)大,在穩(wěn)定切削階段形成相對穩(wěn)定的溫度分布。2. 數(shù)據(jù)提取:提取特征點(如切削刃附近、工件表面)的溫度 - 時間曲線,分析升溫速率與峰值溫度隨切削速度、進(jìn)給量等參數(shù)的變化規(guī)律。圖15 溫度云圖可視化(2) 應(yīng)力場響應(yīng)規(guī)律1.
4355 17 7
Abaqus_JUN ??? 11月前
CNC數(shù)控對刀7大訣竅,終身受用! 
(2)卸下百分表裝上銑刀,用其他對刀方法如試切法、塞尺法等得到z軸坐標(biāo)值。7、專用對刀器對刀法傳統(tǒng)對刀方法有安全性差(如塞尺對刀,硬碰硬刀尖易撞壞)占用機(jī)時多(如試切需反復(fù)切量幾次),人為帶來的隨機(jī)性誤差大等缺點,已經(jīng)適應(yīng)不了數(shù)控加工的節(jié)奏,更不利于發(fā)揮數(shù)控機(jī)床的功能。
2689
機(jī)械加工網(wǎng) ??? 4年前
走刀技巧,數(shù)控加工技能,不可不學(xué)! 
粗加工:逆銑較好,精加工:順銑較好 刀具材料韌性好、硬度低:較適應(yīng)粗加工(大切削量加工) 刀具材料韌性差、硬度高:較適應(yīng)精加工(小切削量加工) 學(xué)無止境,沒有最好,只有更好。
2648
模具設(shè)計UG編程教學(xué) ??? 4年前
CNC加工中心有哪些不同的刀柄,BT刀柄中的7:24是什么意思? 
同心度可以決定刀具在旋轉(zhuǎn)一周的情況下各切刃部分的切削量是否均勻;在主軸旋轉(zhuǎn)時動不平衡將產(chǎn)生周期性的震動。根據(jù)主軸錐孔分兩大類按加工中心主軸裝刀孔的錐度通常分為兩大類:錐度為7: 24的SK通用刀柄錐度為1: 10的HSK真空刀柄▌ 錐度為7: 24的SK通用刀柄7:24指的是刀柄錐度為7:24,為單獨的錐面定位,錐柄較長。
2773
數(shù)控編程網(wǎng) ??? 3年前
數(shù)控編程時,記住這十五條用刀技巧,加工很輕松 
刀具材料韌性差、硬度高:較適應(yīng)精加工(小切削量加工)。
2424
學(xué)數(shù)控 ??? 3年前
航空發(fā)動機(jī)渦輪盤用拉刀刃口優(yōu)化仿真 
2)拉刀刃口在拉削過程中所受米塞斯應(yīng)力主要集中于后刀面。當(dāng)刃口半徑R=5μm時,刀具后刀面所受米塞斯應(yīng)力范圍最廣、數(shù)值最大,預(yù)示著較差的拉削性能和較短的刀具壽命,相反,選擇刃口半徑10~15μm的拉刀所受的米塞斯應(yīng)力會相對較小,預(yù)示著更長的刀具壽命。3)切削力會隨著刀具刃口半徑的減小而降低,不同刃口間的切削力大小差異在Y軸向上表現(xiàn)更為明顯。
4367 2 2
NASA航天愛好者 ??? 2年前
Ansys Zemax | 如何在 OpticStudio 內(nèi)對斜切端面光線進(jìn)行建模 
結(jié)論本文介紹了建立斜切端面光纖耦合系統(tǒng)的三種不同方法。我們還介紹了一種從斜切光纖發(fā)射光束的方法。它討論了在像面上使用 Coordinate Break 表面和 Tilted 表面類型之間的區(qū)別。它演示了如何對斜切光纖端面進(jìn)行建模,以及如何引入模態(tài)傾斜角來補償斜切。我們可以看到,通過適當(dāng)?shù)墓饫w對準(zhǔn)補償,斜切光纖的耦合效率與使用正常端面光纖的耦合效率非常匹配。
2093
宇熠科技 ??? 1月前
浩瀚的CAD/CAM軟件 2021 
TOOL軌跡的生成方法分成三步:(1)、切削SURFACES特征;(2)、切削NURBS曲面特征;(3)、切削BUER特征。Jong-Yun Jung研究了基于特征的非切削刀跡生成問題(G00相關(guān))。把基于特征的加工軌跡分成輪廓加工和區(qū)域加工兩類,并定義了這兩類加工的切削方向,通過減少切削刀跡達(dá)到整體優(yōu)化刀具軌跡的目的。
3157 1 2
Jianhongwei810 ??? 4年前
工業(yè)切削液日常維護(hù)的重要性及核心原因 
做好切削液維護(hù),是維持其核心性能、保障加工質(zhì)量的基礎(chǔ)。優(yōu)質(zhì)切削液的潤滑、冷卻等性能,依賴于各成分的合理配比和穩(wěn)定狀態(tài)。在使用過程中,切削液會不斷混入鐵屑、粉塵、油污等雜質(zhì),這些雜質(zhì)會破壞切削液的成分平衡,降低其潤滑性和冷卻性,導(dǎo)致加工過程中刀具與工件摩擦增大,出現(xiàn)工件表面精度低、有毛刺、劃痕等問題,甚至引發(fā)粘刀、崩刀現(xiàn)象。
1173
東莞市杉山潤滑油科技有限公司 ??? 2月前
3個工藝、6個操作快速解決鋁零件加工變形!! 
由于鋁件材料塑性較大,加工中切削變形較大,需要較大的容屑空間,因此容屑槽底半徑應(yīng)該較大、銑刀齒數(shù)較少為好。②精磨刀齒。刀齒切削刃部的粗糙度值要小于Ra=0.4um。在使用新刀之前,應(yīng)該用細(xì)油石在刀齒前、后面輕輕磨幾下,以消除刃磨刀齒時殘留的毛刺及輕微的鋸齒紋。這樣,不但可以降低切削熱而且切削變形也比較小。③嚴(yán)格控制刀具的磨損標(biāo)準(zhǔn)。
2252
UG編程模具設(shè)計實戰(zhàn) ??? 3年前
ZEMAX技術(shù)分享:確保自由曲面設(shè)計的可制造性 
在軸向切削的情況下,表面的最大子午傾斜角必須小于刀具后刀面角,例如小于 64.5 度(我們在這里考慮± 0.5 度公差)。最大弧矢傾斜角必須小于刀具間隙角,例如小于 6.5 度。在離軸切削的情況下,表面的最大 X 傾斜角必須小于刀具側(cè)面角,例如小于 64.5 度,最大 Y 斜角必須小于刀具間隙角,例如小于 6.5 度。
2636
w**elab86_Swsp ??? 2年前
20條/頁 
 21
21 跳至頁

技術(shù)鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓(xùn)客服
- 平臺客服
TOP
