



3個工藝、6個操作快速解決鋁零件加工變形!! 
3、改善工件的裝夾方法對于剛性較差的薄壁鋁件工件,可以采用以下的裝夾方法,以減少變形:1)對于薄壁襯套類零件,如果用三爪自定心卡盤或彈簧夾頭從徑向夾緊,加工后一旦松開,工件必然發(fā)生變形。此時,應該利用剛性較好的軸向端面壓緊的方法。以零件內(nèi)孔定位,自制一個帶螺紋的穿心軸,套入零件的內(nèi)孔,其上用一個蓋板壓緊端面再用螺帽背緊。加工外圓時就可避免夾緊變形,從而得到滿意的加工精度。
2252
UG編程模具設計實戰(zhàn) ??? 3年前
【加工工藝】普通車床如何挑出矩形螺紋? 
二、螺紋切削加工工藝 1.切削原理: 2.車削加工工藝流程: 3. 矩形螺紋沒有其他螺紋那樣固定的牙型。一般,沒有指定牙型尺寸時,就把螺紋牙的斷面做成正方形。
2727
機械工程師 ??? 4年前
【加工工藝】普通車床如何挑出矩形螺紋? 
二、螺紋切削加工工藝 1.切削原理: 2.車削加工工藝流程: 3. 矩形螺紋沒有其他螺紋那樣固定的牙型。一般,沒有指定牙型尺寸時,就把螺紋牙的斷面做成正方形。
2672
機械工程師 ??? 3年前
3個工藝、6個操作快速解決鋁零件加工變形!! 
3、改善工件的裝夾方法 對于剛性較差的薄壁鋁件工件,可以采用以下的裝夾方法,以減少變形: 1)對于薄壁襯套類零件,如果用三爪自定心卡盤或彈簧夾頭從徑向夾緊,加工后一旦松開,工件必然發(fā)生變形。此時,應該利用剛性較好的軸向端面壓緊的方法。以零件內(nèi)孔定位,自制一個帶螺紋的穿心軸,套入零件的內(nèi)孔,其上用一個蓋板壓緊端面再用螺帽背緊。
2505
模具設計UG編程教學 ??? 3年前
擬訂下圖所示零件加工工藝方案,選擇刀具并編制加工程序?
擬訂下圖所示零件加工工藝方案,選擇刀具并編制加工程序?
3690 1
;/?!… ??? 3年前
細長條連桿零件材料熱處理及孔精加工過程研究 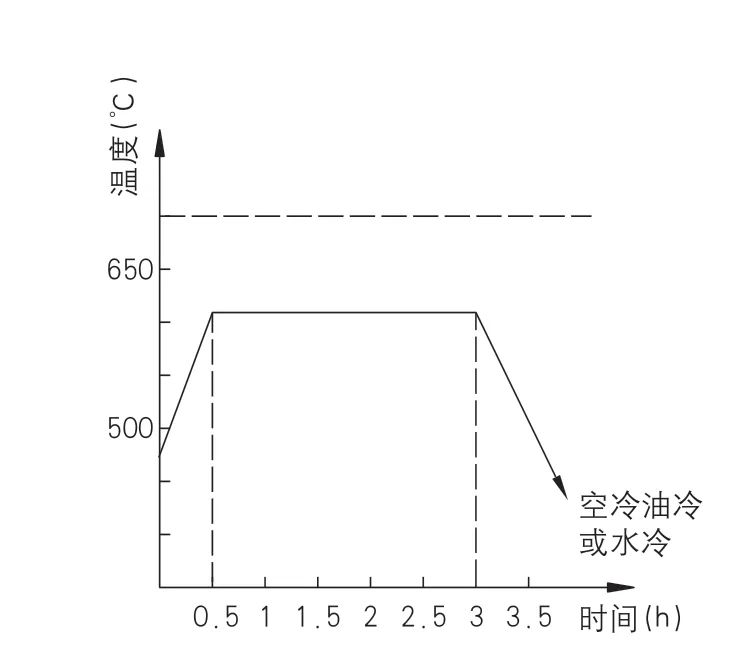
孔精加工方式多采用鉸孔及鏜孔兩種,鉸孔的主要方法又可分為手工鉸孔及機床鉸孔,鏜孔現(xiàn)可通過數(shù)控機床鏜孔加工實現(xiàn),兩類加工方式雖不一致,但都是在粗加工或者半精加工孔后,刀具(鉸刀或鏜刀)在工件孔壁上去除微量殘余金屬層,來提高孔的尺寸精度、降低孔內(nèi)壁表面粗糙度,從而達到孔精加工要求。
2844
金屬加工前沿 ??? 3年前
帶內(nèi)螺紋精密零件的熱處理畸變有限元仿真 
針對裝配困難問題,結合數(shù)值模擬分析結果,提出了一些改進生產(chǎn)工藝控制零件畸變的建議。關鍵詞:內(nèi)螺紋;熱處理畸變;淬火-回火;有限元仿真;熱處理對于鋼制零件的加工來說是一個非常重要的最終加工工藝,被用來改進材料的力學性能[1]。熱處理之后,材料的性能會發(fā)生變化, 零件也可能產(chǎn)生畸變。
4594 3 2
FMMM ??? 2年前
機加工必須掌握的,零件加工精度知識大全
如用工具顯微鏡測量螺紋時,可分別測量出螺紋實際中徑、牙型半角誤差和螺距累積誤差等。 綜合測量一般效率比較高,對保證零件的互換性更為可靠,常用于完工零件的檢驗。單項測量能分別確定每一參數(shù)的誤差,一般用于工藝分析、工序檢驗及被指定參數(shù)的測量。 ⑤、按測量在加工過程中所起的作用,分為主動測量和被動測量。
1848
數(shù)控編程網(wǎng) ??? 4年前
【機械設計】軸類零件加工的結構設計原則都有哪些?你了解嗎? 
2、滲碳件加工工藝路線一般為:下料→鍛造→正火→粗加工→半精加工→滲碳→去碳加工(對不需提高硬度部分)→淬火→車螺紋、鉆孔或銑槽→粗磨→低溫時效→半精磨→低溫時效→精磨。3、粗基準選擇:有非加工表面,應選非加工表面作為粗基準。對所有表面都需加工的鑄件軸,根據(jù)加工余量最小表面找正。且選擇平整光滑表面,讓開澆口處。選牢固可靠表面為粗基準,同時,粗基準不可重復使用。
4685 1
機械工程師 ??? 3年前
零件設計如何考慮結構工藝性 
二、螺紋退刀槽和砂輪越程槽 在切削加工中,特別是在車螺紋和磨削時,為了便于退出刀具或使砂輪可以稍稍越過加工面,常常在零件的待加工面的未端,先車出螺紋退刀槽或砂輪越程槽,如下圖所示。
2044
機械加工網(wǎng) ??? 4年前
零件設計如何考慮結構工藝性 
二、螺紋退刀槽和砂輪越程槽 在切削加工中,特別是在車螺紋和磨削時,為了便于退出刀具或使砂輪可以稍稍越過加工面,常常在零件的待加工面的未端,先車出螺紋退刀槽或砂輪越程槽,如下圖所示。
2169
機械學霸 ??? 4年前
機床加工不同工藝能達到的最高精度有多高? 
這是一種用刨刀對工件作水平相對直線往復運動的切削加工方式,主要被用在零件的外形加工上。刨削類機床常用的有牛頭刨床、龍門刨床等。刨削加工可以 在牛頭刨床和龍門刨床上進行。單件小批量生產(chǎn)的中小型零件通 常多在牛頭刨床上進行。刨削加工精度一般可達IT9—IT7,表面粗糙度為Ra6.3,即1.6μm。A-粗刨加工精度可達IT12—IT11,表面粗糙度為25,即12.5μm。
2480
2103707493 ??? 2年前
淺談CAD、PROE、SW機械制圖之零件圖的尺寸標注法 
這樣就把設計上的要求和加工時的工藝基準(軸類零件在車床上加工時,兩端用頂針頂住軸的中心孔)統(tǒng)一起來了。而長度方向的基準常選用重要的端面、接觸面(軸肩)或加工面等。如圖中所示的表面粗糙度為Ra6.3的右軸肩,被選為長度方向的主要尺寸基準,由此注出13、28、1.5和26.5等尺寸;再以右軸端為長度方向的輔助基,從而標注出軸的總長96。
2752
UG編程模具設計實戰(zhàn) ??? 4年前
淺談CAD、PROE、SW機械制圖之零件圖的尺寸標注法 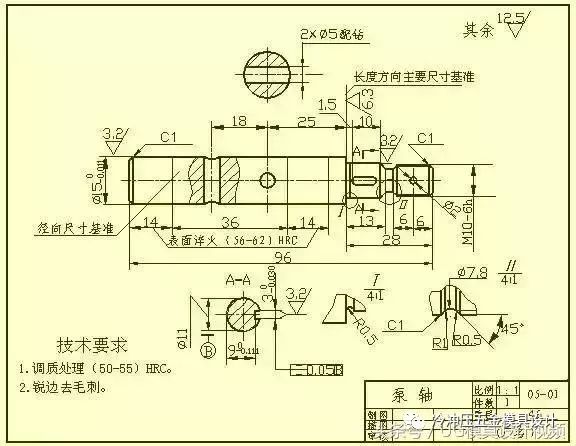
這樣就把設計上的要求和加工時的工藝基準(軸類零件在車床上加工時,兩端用頂針頂住軸的中心孔)統(tǒng)一起來了。而長度方向的基準常選用重要的端面、接觸面(軸肩)或加工面等。如圖中所示的表面粗糙度為Ra6.3的右軸肩,被選為長度方向的主要尺寸基準,由此注出13、28、1.5和26.5等尺寸;再以右軸端為長度方向的輔助基,從而標注出軸的總長96。
3543 19 8
UG編程模具設計實戰(zhàn) ??? 3年前
淺談CAD、PROE、SW機械制圖之零件圖的尺寸標注法 
這樣就把設計上的要求和加工時的工藝基準(軸類零件在車床上加工時,兩端用頂針頂住軸的中心孔)統(tǒng)一起來了。而長度方向的基準常選用重要的端面、接觸面(軸肩)或加工面等。如圖中所示的表面粗糙度為Ra6.3的右軸肩,被選為長度方向的主要尺寸基準,由此注出13、28、1.5和26.5等尺寸;再以右軸端為長度方向的輔助基,從而標注出軸的總長96。
2154
模具設計UG編程教學 ??? 4年前
數(shù)控加工中心加工螺紋的三種方法
絲錐加工法的編程比較簡單,都是固定模式,添加參數(shù)值就可以了,要注意一點,數(shù)控系統(tǒng)不同,子程序的格式也不同,那參數(shù)值的代表意義就不同。 三、挑扣加工法挑扣加工法適用于箱體類零件上大螺紋孔的加工,或是沒有絲錐和螺紋銑刀的情況下采用此法,在鏜刀桿上安裝螺紋車刀,進行鏜削螺紋。
2097
數(shù)控編程網(wǎng) ??? 4年前
數(shù)控加工中心加工螺紋的三種方法
絲錐加工法的編程比較簡單,都是固定模式,添加參數(shù)值就可以了,要注意一點,數(shù)控系統(tǒng)不同,子程序的格式也不同,那參數(shù)值的代表意義就不同。 三、挑扣加工法挑扣加工法適用于箱體類零件上大螺紋孔的加工,或是沒有絲錐和螺紋銑刀的情況下采用此法,在鏜刀桿上安裝螺紋車刀,進行鏜削螺紋。
2129
機械加工網(wǎng) ??? 4年前
螺紋的八種加工方式匯總 
但是某些特殊情況下,上述方法不易獲取好的加工效果,比如因疏忽而導致在零件熱處理之后需要加工螺紋,或者因為材料因素限制,比如需要在硬質(zhì)合金工件上直接攻絲。這時候就需要考慮電火花的加工方式。 電火花將于機加工方式相比,順序相同,都需要先打底孔,且底孔直徑要根據(jù)工況來確定。電極需要加工成螺紋狀,加工過程中電極需要能夠旋轉(zhuǎn)。
2900
非標機械論壇 ??? 4年前
螺紋的八種加工方式匯總,做機加工必知 
但是某些特殊情況下,上述方法不易獲取好的加工效果,比如因疏忽而導致在零件熱處理之后需要加工螺紋,或者因為材料因素限制,比如需要在硬質(zhì)合金工件上直接攻絲。 這時候就需要考慮電火花的加工方式。 電火花將于機加工方式相比,順序相同,都需要先打底孔,且底孔直徑要根據(jù)工況來確定。 電極需要加工成螺紋狀,加工過程中電極需要能夠旋轉(zhuǎn)。
2632
機械學霸 ??? 4年前
復雜深孔的高效加工方法! 
復雜的深孔加工變得越來越富有挑戰(zhàn)性。零件常常要求附加特征,例如非常小的孔光潔度、內(nèi)室、孔徑變化、輪廓、凹槽、螺紋及變化的孔方向。要高效地獲得此類公差很小的孔,不僅需要具備豐富的經(jīng)驗和研發(fā)資源,而且需要工程能力、應用設施以及實質(zhì)性的客戶參與。 深孔加工(DHM) 是一類由專為現(xiàn)有應用而設計的刀具所主導的加工領域。
2266
數(shù)控編程網(wǎng) ??? 3年前
20條/頁 
 68
68 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
