



級進(jìn)模中卸料裝置和限位裝置如何設(shè)計(jì) 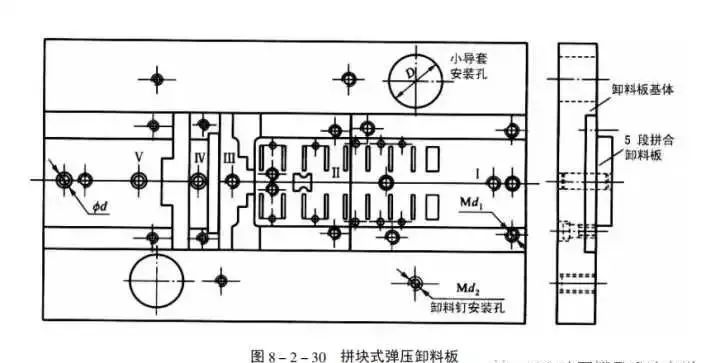
當(dāng)沖壓的材料比較薄,且模具的精度要求較高,工位數(shù)又較多時(shí),應(yīng)選用滾珠式導(dǎo)柱導(dǎo)套。 3.卸料板的安裝形式 卸料板采用卸料螺釘?shù)跹b在上模。卸料螺釘應(yīng)對稱分布,工作長度要嚴(yán)格- -致。圖8-2-32是多工位精密級進(jìn)模使用的卸料螺釘。
4467
金屬加工前沿 ??? 2年前
我國精密沖壓模具面臨的幾個(gè)難題 
因?yàn)槲覈鄙賹?em>多工位與多功能沖壓模具的設(shè)計(jì)、制作工藝中的隱形常識和技能積累的深化發(fā)掘,因此與世界先進(jìn)模具企業(yè)相比,我國多工位與多功能沖壓模具的試模、模具運(yùn)用中的調(diào)整和修理時(shí)刻增加30%以上。比照國外現(xiàn)在正在研討無試模程序的模具前沿技術(shù),我國在模具的試模技能與模具的可靠性和穩(wěn)定性方面的距離是無法掩飾的。
2207 3
金屬加工前沿 ??? 3年前
多工位自動(dòng)化點(diǎn)焊技術(shù)的研究與應(yīng)用 
為實(shí)現(xiàn)空氣調(diào)節(jié)器外罩類零件的點(diǎn)焊自動(dòng)化,改變傳統(tǒng)單工位點(diǎn)焊工藝生產(chǎn)效率低下,提高產(chǎn)品外觀效果,保證零件質(zhì)量的一致性,項(xiàng)目組設(shè)計(jì)了一條基于工業(yè)機(jī)器人的多工位柔性自動(dòng)點(diǎn)焊線體。線體在外罩類零件的前后底板、殼體和防護(hù)網(wǎng)工序間實(shí)現(xiàn)自動(dòng)上下料和自動(dòng)焊接。本文將介紹線體的總體方案、控制方案及相關(guān)的設(shè)計(jì)創(chuàng)新點(diǎn)。
2812 1
FMMM ??? 4年前
五金沖壓件所用各類模具制造難易程度及價(jià)格比較 
在五金沖壓件加工廠,用于加工五金沖壓件的模具多種多樣,但總的來說分為三大類型,即單工序模、級進(jìn)模、復(fù)合模。今天就來比較下這幾類模具的制造難易程度及價(jià)格。 單工序模,在沖壓的一次行程中只能完成一個(gè)沖壓工序。這類模具結(jié)構(gòu)簡單,制做起來也容易,因此模具價(jià)格低廉; 級進(jìn)模,在沖壓的一次行程中在不同的工位上同時(shí)能完成兩道或兩道以上的沖壓工序。
2649 1
東一金屬 ??? 2年前
使用級進(jìn)模有什么優(yōu)勢 
級進(jìn)模在沖壓的一次行程中可以在不同的工位上完成多道復(fù)雜的沖壓工序,而且工位的數(shù)量不會限制它的生產(chǎn)效率。
2629
東一金屬 ??? 2年前
沖壓成形:彎曲件,沖裁件,拉伸件沖壓工藝介紹 
彎曲件加工的精度與很多因素有關(guān),如彎曲件材料的力學(xué)性能和材料厚度、模具結(jié)構(gòu)和模具精度、工序的多少和工序的先后顧序以及彎曲件本身的形狀尺寸等。精度要求較高的彎曲件必須嚴(yán)格控制材料厚度公差。一般彎曲件的尺寸經(jīng)濟(jì)公差等級最好在IT13級以下,增加整形等工序可以達(dá)到IT11級。彎曲過程彎曲加工的過程是利用V形彎曲模壓彎V形件的模具結(jié)構(gòu)圖。
5977 2
金屬加工前沿 ??? 3年前
多工位級進(jìn)模的設(shè)計(jì)基礎(chǔ)知識
1746 1
模具論壇 ??? 3年前
雙工位雙向臥式框架伺服數(shù)控?cái)D壓液壓機(jī)設(shè)計(jì)與開發(fā) 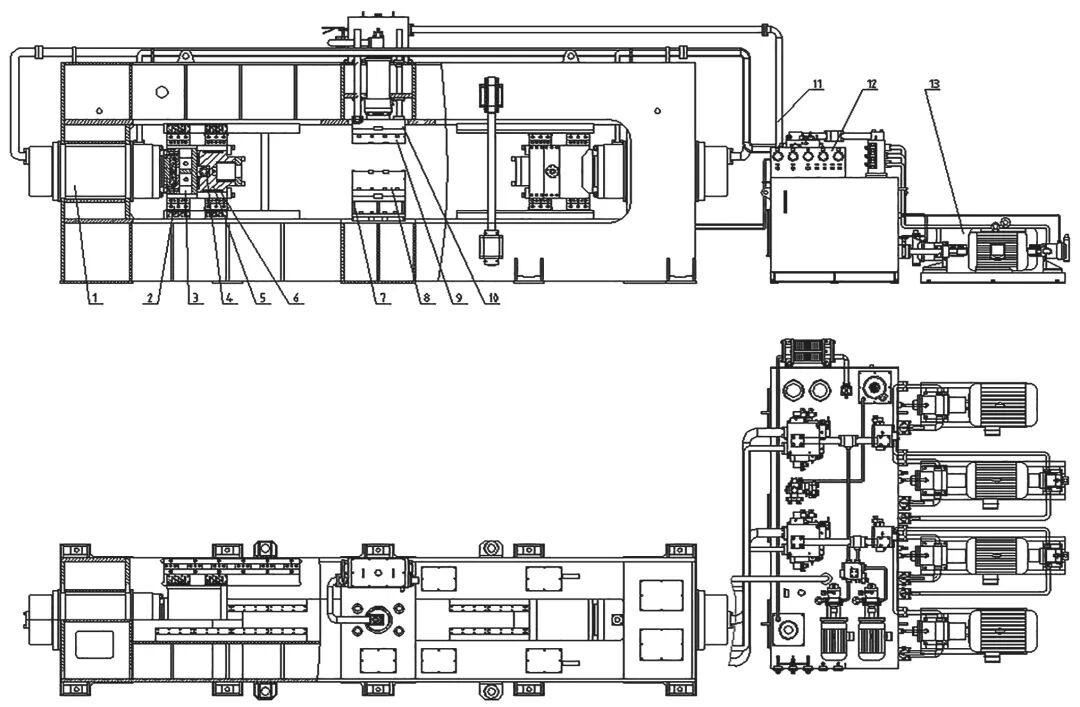
結(jié)束語此設(shè)備目前已在客戶處安裝調(diào)試完成,并進(jìn)行了一系列的生產(chǎn)驗(yàn)證(圖4),試制的產(chǎn)品質(zhì)量非常好,完全滿足客戶要求。此機(jī)型的開發(fā)成功,使得我司在車輛行業(yè)特種鍛造專用液壓機(jī)領(lǐng)域的實(shí)力更加雄厚。圖4 雙工位雙向臥式框架伺服數(shù)控?cái)D壓液壓機(jī)與車橋?qū)嵨铩恼逻x自《鍛造與沖壓》2022年第9期
3282 1
FMMM ??? 3年前
沖壓模具設(shè)計(jì)的方法與步驟:一個(gè)保證不出問題的方法 
6.開始斷定各個(gè)工序的沖壓設(shè)備。三.沖壓零件毛坯規(guī)劃及排樣圖設(shè)計(jì)1.按沖壓件性質(zhì)尺度,核算毛坯尺度,制作毛坯圖2.按毛坯性質(zhì)尺度,規(guī)劃排樣圖,進(jìn)行資料利用率核算。要規(guī)劃多種排樣計(jì)劃,通過比較挑選其間的最佳計(jì)劃。四.沖壓模具設(shè)計(jì)1.斷定沖壓加工各工序的模具結(jié)構(gòu)辦法,并制作模具簡圖。2.對指定的1-2個(gè)工序的模具進(jìn)行具體的結(jié)構(gòu)規(guī)劃,并制作模具作業(yè)圖。
2009
UG編程模具設(shè)計(jì)實(shí)戰(zhàn) ??? 3年前
沖壓模具設(shè)計(jì)的方法與步驟:一個(gè)保證不出問題的方法 
6.開始斷定各個(gè)工序的沖壓設(shè)備。三.沖壓零件毛坯規(guī)劃及排樣圖設(shè)計(jì)1.按沖壓件性質(zhì)尺度,核算毛坯尺度,制作毛坯圖2.按毛坯性質(zhì)尺度,規(guī)劃排樣圖,進(jìn)行資料利用率核算。要規(guī)劃多種排樣計(jì)劃,通過比較挑選其間的最佳計(jì)劃。四.沖壓模具設(shè)計(jì)1.斷定沖壓加工各工序的模具結(jié)構(gòu)辦法,并制作模具簡圖。2.對指定的1-2個(gè)工序的模具進(jìn)行具體的結(jié)構(gòu)規(guī)劃,并制作模具作業(yè)圖。
2189
模具設(shè)計(jì)UG編程教學(xué) ??? 3年前
沖壓模具設(shè)計(jì)前的規(guī)劃與步驟 
6.開始斷定各個(gè)工序的沖壓設(shè)備。 三.沖壓零件毛坯規(guī)劃及排樣圖設(shè)計(jì) 1.按沖壓件性質(zhì)尺度,核算毛坯尺度,制作毛坯圖 2.按毛坯性質(zhì)尺度,規(guī)劃排樣圖,進(jìn)行資料利用率核算。要規(guī)劃多種排樣計(jì)劃,通過比較挑選其間的最佳計(jì)劃。 四.沖壓模具設(shè)計(jì) 1.斷定沖壓加工各工序的模具結(jié)構(gòu)辦法,并制作模具簡圖。
4401 2
金屬加工前沿 ??? 2年前
汽車線束制造過程中的工藝防錯(cuò) 
在合線壓接(焊接)工位,出現(xiàn)制造錯(cuò)誤較多的就是左右兩側(cè)的導(dǎo)線根數(shù)錯(cuò)誤或看板使用錯(cuò)誤。因此在工藝設(shè)計(jì)時(shí),根據(jù)合線看板作業(yè)卡,分配兩個(gè)工位進(jìn)行合線壓接前的綁線作業(yè),綁線作業(yè)完畢的半成品上帶有唯一的綁線半成品標(biāo)識卡片。運(yùn)用防錯(cuò)工裝在綁線工位作業(yè)臺上設(shè)計(jì)綁線導(dǎo)線隔離槽或卡具,有效防止綁線操作錯(cuò)誤,預(yù)防出現(xiàn)多綁、漏綁、錯(cuò)綁線的操作錯(cuò)誤,圖4所示:綁線分割槽。
2518
線束專家 ??? 4年前
精度較高的五金沖壓件所用復(fù)合模正倒裝的比較 
在五金沖壓件加工廠,用于沖壓加工的模具類型有單工序模、級進(jìn)模、復(fù)合模三類。其中復(fù)合模加工出的五金沖壓件比單工序模和級進(jìn)模加工出的沖壓件精度要高。所以精度較高的五金沖壓件所選用的模具類型通常都是選用復(fù)合模。今天就為大家了解下復(fù)合模。 復(fù)合模在沖壓的一次行程中,能在同一工位上完成兩道或兩道以上的沖壓工序。正因?yàn)閺?fù)合模是在沖模的同一位置一次沖出工件,不存在定位誤差,所以其沖裁精度才高。
2677
東一金屬 ??? 2年前
汽車沖壓自動(dòng)化生產(chǎn)線規(guī)劃及注意事項(xiàng) 
尤其多滑塊多工位,其特性基本與高速線接近。 圖7 四、沖壓生產(chǎn)線規(guī)劃選型原則 選擇什么樣規(guī)模的生產(chǎn)線,取決于需要生產(chǎn)什么樣的沖壓件。
5024
金屬加工前沿 ??? 2年前
設(shè)計(jì)仿真 | Simufact Forming模具疲勞分析助力預(yù)測模具壽命 
通過對可能出現(xiàn)早期模具故障的成形工序的檢測,我們能夠基于模具使用壽命數(shù)據(jù)進(jìn)行設(shè)計(jì)優(yōu)化和改進(jìn)研究,并在報(bào)價(jià)階段準(zhǔn)確確定模具成本。
3156 2 1
海克斯康設(shè)計(jì)與仿真 ??? 10月前
汽車側(cè)圍加強(qiáng)板一體式門環(huán)結(jié)構(gòu)的應(yīng)用 
圖2 傳統(tǒng)設(shè)計(jì)分件結(jié)構(gòu)圖3 一體式門環(huán)設(shè)計(jì)結(jié)構(gòu)表1 汽車側(cè)圍加強(qiáng)板的主要設(shè)計(jì)類型和應(yīng)用情況材料利用率和重量對比 傳統(tǒng)設(shè)計(jì)結(jié)構(gòu)盡管采用了合理的分件形式,但因工藝補(bǔ)充需要,材料利用率受限較多,一般只能達(dá)到56.8%左右,而一體式門環(huán)通過合理的拼焊位置定義和合理的排樣,材料利用率可達(dá)75.87%。
3813 2
FMMM ??? 3年前
冷沖壓知識:沖壓模具十八般武藝,活到老,學(xué)到老! 
如果孔徑能在沖床公稱力范圍內(nèi)沖成,那么一個(gè)放射形模具和一凸透鏡模具就能在四次之內(nèi)沖壓出所需的孔而無須旋轉(zhuǎn)模具(B)十四、最后才向下成形 當(dāng)選用成形模具時(shí),應(yīng)避免進(jìn)行向下成形操作,因?yàn)檫@樣會占用太多垂直空間和導(dǎo)致額外的平整或彎曲板材工序。向下成形也可能陷入下模,然后被拉出轉(zhuǎn)塔,然而,如果向下成形是唯一的工藝選擇,那么應(yīng)該把它作為對板材的最后一步處理工序。
2179 1
模具設(shè)計(jì)UG編程教學(xué) ??? 3年前
沖壓模具常見問題匯總及解決方案,夠一年用的了! 
如果孔徑能在沖床公稱力范圍內(nèi)沖成,那么一個(gè)放射形模具和一凸透鏡模具就能在四次之內(nèi)沖壓出所需的孔而無須旋轉(zhuǎn)模具(B)十四、最后才向下成形當(dāng)選用成形模具時(shí),應(yīng)避免進(jìn)行向下成形操作,因?yàn)檫@樣會占用太多垂直空間和導(dǎo)致額外的平整或彎曲板材工序。向下成形也可能陷入下模,然后被拉出轉(zhuǎn)塔,然而,如果向下成形是唯一的工藝選擇,那么應(yīng)該把它作為對板材的最后一步處理工序。
2379
模具設(shè)計(jì)UG編程教學(xué) ??? 4年前
沖壓模具常見問題匯總及解決方案,夠一年用的了! 
如果孔徑能在沖床公稱力范圍內(nèi)沖成,那么一個(gè)放射形模具和一凸透鏡模具就能在四次之內(nèi)沖壓出所需的孔而無須旋轉(zhuǎn)模具(B)十四、最后才向下成形當(dāng)選用成形模具時(shí),應(yīng)避免進(jìn)行向下成形操作,因?yàn)檫@樣會占用太多垂直空間和導(dǎo)致額外的平整或彎曲板材工序。向下成形也可能陷入下模,然后被拉出轉(zhuǎn)塔,然而,如果向下成形是唯一的工藝選擇,那么應(yīng)該把它作為對板材的最后一步處理工序。
2060
UG編程模具設(shè)計(jì)實(shí)戰(zhàn) ??? 4年前
汽車沖壓生產(chǎn)車間工藝概述 
(1)冷沖壓用原材料的影響例如:原材料厚度公差不符合要求、材料性能波動(dòng)、表面質(zhì)量差和不干凈等A.沖壓前應(yīng)對原材料的牌號、厚度、表面質(zhì)量進(jìn)行嚴(yán)格檢查B.保證材料表面質(zhì)量和清潔(2)排樣和搭邊的影響排樣方法與搭邊值對模具壽命影響非常大,不必要的往復(fù)送料排樣法和過小的搭邊值往往是造成模具急劇磨損和凸凹模啃傷的重要原因。
2805 1
金屬加工前沿 ??? 3年前
20條/頁 
 27
27 跳至頁

技術(shù)鄰APP
工程師必備
工程師必備
- 項(xiàng)目客服
- 培訓(xùn)客服
- 平臺客服
TOP
