



地平鐵平面度檢測“避坑”指南:三步告別誤差,輕松“拿捏”精度
在機械加工、設備調試、工裝定位等工業場景中,地平鐵的平面度直接決定工件加工、檢測的精度,而平面度檢測是保障地平鐵合格使用的關鍵環節。很多企 
地平鐵平面度檢測“避坑”指南:三步告別誤差,輕松“拿捏”精度 在機械加工、設備調試、工裝定位等工業場景中,地平鐵的平面度直接決定工件加工、檢測的精度,而平面度檢測是保障地平鐵合格使用的關鍵環節。很多企業因檢測方法不當、忽視細節,頻繁陷入誤差陷阱,導致工件報廢、效率下降。
1590
河北威岳 ??? 3月前
abaqus做大變形熱擠壓模擬時,工件的體積會減小很多,是因為什么呀??
2068 1
!!!_1026 ??? 3年前
干數控怎樣才能提高工件加工精度和加工效率?
2、減少數控系統的累積誤差 一般使用增量方式進行工件的編程,是以前一點為基準進行加工的,這樣連續執行多段程序必然產生一定累積誤差,所以在程序編制時盡量使用絕對方式進行編程,使每個程序段都以工件原點為基準,這樣就能減少數控系統的累積誤差,保證加工精度。 加工精度主要用于生產產品程度,加工精度與加工誤差都是評價加工表面幾何參數的術語。
2048 1
UG編程模具設計實戰 ??? 4年前
干數控怎樣才能提高工件加工精度和加工效率! 
2、減少數控系統的累積誤差 一般使用增量方式進行工件的編程,是以前一點為基準進行加工的,這樣連續執行多段程序必然產生一定累積誤差,所以在程序編制時盡量使用絕對方式進行編程,使每個程序段都以工件原點為基準,這樣就能減少數控系統的累積誤差,保證加工精度。 加工精度主要用于生產產品程度,加工精度與加工誤差都是評價加工表面幾何參數的術語。
2279
模具設計UG編程教學 ??? 4年前
剝開工件,銑出技巧!順銑還是逆銑,如何選擇? 
銑刀一般是多刃刀具,由于同時參加切削的齒多、切削刃長,并能采用較高的切削速度,故生產率高。應用不同銑刀可以加工平面、溝槽、臺階等,也可以加工齒輪、螺紋、花鍵軸的齒形及各種成形表面。
2478 1 1
數控編程網 ??? 3年前
剝開工件,銑出技巧!順銑還是逆銑,如何選擇?
銑刀一般是多刃刀具,由于同時參加切削的齒多、切削刃長,并能采用較高的切削速度,故生產率高。應用不同銑刀可以加工平面、溝槽、臺階等,也可以加工齒輪、螺紋、花鍵軸的齒形及各種成形表面。
2028
數控編程網 ??? 3年前
T型槽試驗平臺:重載工況下的“定海神針”,穩到讓振動“自閉”
在重型機械試驗、大型工件檢測、重載設備校準等場景中,“穩”是核心訴求——一旦平臺出現輕微晃動或振動,不僅會導致試驗數據失真、檢測結果偏差, 
同時,平臺底部多采用多支點支撐設計,支撐點與地面緊密貼合,無懸空、晃動間隙,進一步提升整體穩定性。在數百噸重載加載下,平臺整體變形量可控制在0.02mm/m以內,遠超普通平臺的穩載標準,真正實現“重載壓不垮、振動晃不動”。 三、T型槽加持:工件“鎖死固定”,振動無從“借力” 若工件在平臺上固定不牢,即便平臺本身穩定,也會因振動導致工件移位,進而引發二次振動。
2143
河北威岳 ??? 3月前
加工中出現工件變形、有夾傷、尺寸不穩定,怎么辦? 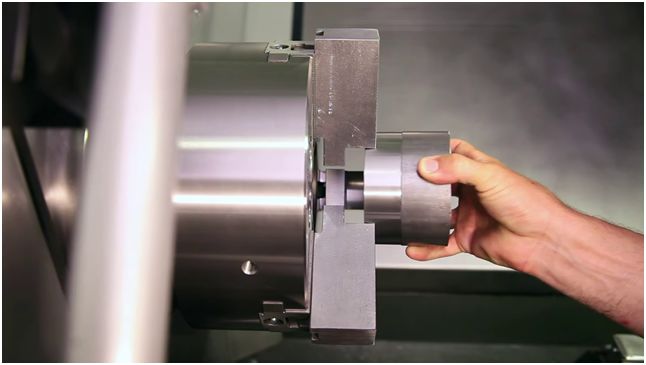
軟爪能最大程度的保證工件的重復定位精度,使加工工件的中心線能和主軸的中心線完全重合,軟爪上的平坦面也能保證工件的長度。最重要的是軟爪能和工件的表面最大程度的貼合,既能保證傳遞更大的扭矩,也能避免工件夾傷,這些優勢是硬爪無法比擬的。
2144
機械加工網 ??? 3年前
為什么金屬工件數控加工需要噴砂工藝? 
噴砂工藝在CNC定制數控加工過程中起到很多作用,比如:1-工件涂鍍、工件粘接前處理;2-清理&拋光鑄造件毛面(不需要做加工處理的表面)或經過熱處理的工件;3-工件表面毛刺清理,同時在工件表面交界處打出較小的圓角。
2290
2103707493 ??? 2年前
某曲軸多楔輪旋壓成形工藝研究 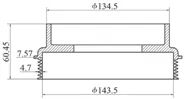
在曲軸多楔輪旋壓成形過程中,影響多楔輪旋壓成形質量的因素有很多,例如芯模轉速影響工件表面質量,若芯模轉速過大可能導致設備振動劇烈而影響成形質量。旋輪進給速度影響工件等效應力分布及成形完整度,合理的旋輪進給速度能改善工件等效應力分布同時保證法蘭充填程度。此外,摩擦系數也對金屬流動和法蘭充填程度有著重要影響。
2261 5 3
仿真客 ??? 3年前
干數控怎樣才能提高工件加工精度和加工效率? 
2、減少數控系統的累積誤差 一般使用增量方式進行工件的編程,是以前一點為基準進行加工的,這樣連續執行多段程序必然產生一定累積誤差,所以在程序編制時盡量使用絕對方式進行編程,使每個程序段都以工件原點為基準,這樣就能減少數控系統的累積誤差,保證加工精度。 加工精度主要用于生產產品程度,加工精度與加工誤差都是評價加工表面幾何參數的術語。
1955
模具設計UG編程教學 ??? 4年前
一顆小小的絲錐竟然包含這么多信息…… 
2、工件材料強度如何? 3、所加工螺孔是通孔還是盲孔? 4、螺孔有多深(或工許厚度是多少? 5、要加工的螺孔類別與尺寸怎樣?
2024
機械學霸 ??? 4年前
車間再大也不怕,T 型槽地軌拼出多功能作臺 
T型槽地軌的出現,恰好破解了這一痛點,它以模塊化拼接的靈活特性,將分散的工裝構件整合為可按需定制的多功能工作臺,讓偌大車間的每一寸空間都能得到有效利用,成為工業生產中的“空間魔術手”。 T型槽地軌,又稱地梁、地槽鐵,本質上是一種經精加工的條形鑄鐵構件,核心特征是工作面加工有標準T型凹槽,這一設計既是其區別于傳統工裝的關鍵,也是實現多功能拼接的核心支撐。
853
威岳15533753786 ??? 27天前
基于DEFORM-3D對300M切削燒傷進行分析及加工過程改善 附DEFORM3D_v10.2下載 
設置多組試驗數據,經過模擬試驗,得出了切削速度、背吃刀量、進給量對切削溫度的影響,模擬試驗的結果見表1,其對應的溫度分布曲線如圖3~圖5所示。隨著工件切削速度、背吃刀量、進給量的增加,切削溫度呈遞增趨勢。
3270 1 1
你是我的神 ??? 4年前
螺紋的八種加工方式匯總 
這種方法適于磨削精密絲杠、螺紋量規、蝸桿、小批量的螺紋工件和鏟磨精密滾刀。多線砂輪磨削又分縱磨法和切入磨法兩種。縱磨法的砂輪寬度小于被磨螺紋長度,砂輪縱向移動一次或數次行程即可把螺紋磨到最后尺寸。切入磨法的砂輪寬度大于被磨螺紋長度,砂輪徑向切入工件表面,工件約轉1.25轉就可磨好,生產率較高,但精度稍低,砂輪修整比較復雜。
2900
非標機械論壇 ??? 4年前
機械加工基本常識,不懂你就OUT了! 
它的缺點是花費時間多,生產率低,且要憑經驗操作,對工人技術的要求高,故僅用于單件、小批量生產中。如硬靠模仿形體的找正就屬于直接找正法。 2)劃線找正法此法是在機床上用劃針按毛坯或半成品上所劃的線來找正工件,使其獲得正確位置的一種方法。顯而易見,此法要多一道劃線工序。
1864 1
UG編程模具設計實戰 ??? 4年前
機械加工基本常識,不懂可不好干! 
2)劃線找正法此法是在機床上用劃針按毛坯或半成品上所劃的線來找正工件,使其獲得正確位置的一種方法。顯而易見,此法要多一道劃線工序。劃出的線本身有一定寬度,在劃線時又有劃線誤差,校正工件位置時還有觀察誤差,因此該法多用于生產批量較小,毛坯精度較低,以及大型工件等不宜使用夾具的粗加工中。如二沖程產品銷釘孔位置的確定就是使 用分度頭的劃線法找正。
2020
模具設計UG編程教學 ??? 3年前
機械加工基本常識,不懂你就OUT了! 
它的缺點是花費時間多,生產率低,且要憑經驗操作,對工人技術的要求高,故僅用于單件、小批量生產中。如硬靠模仿形體的找正就屬于直接找正法。 2)劃線找正法此法是在機床上用劃針按毛坯或半成品上所劃的線來找正工件,使其獲得正確位置的一種方法。顯而易見,此法要多一道劃線工序。
1920
模具設計UG編程教學 ??? 4年前
全面了解螺紋加工方法,看完你就是這方面的專家啦! 
3.螺紋磨削 主要用于在螺紋磨床上加工淬硬工件的精密螺紋。按砂輪截面形狀不同分單線砂輪和多線砂輪磨削兩種。單線砂輪磨削能達到的螺距精度為5~6級﹐表面粗糙度為R 1.25~0.08微米﹐砂輪修整較方便。這種方法適于磨削精密絲杠﹑螺紋量規﹑蝸桿﹑小批量的螺紋工件和鏟磨精密滾刀。多線砂輪磨削又分縱磨法和切入磨法兩種。
2609
數控編程網 ??? 4年前
3個工藝、6個操作快速解決鋁零件加工變形!! 
2、分層多次加工法如果板材零件上有多個型腔,如下圖所示。加工時,不宜采用一個型腔一個型腔的次序加工方法,這樣容易造成零件受力不均勻而產生變形。采用分層多次加工,每一層盡量同時加工到所有的型腔,然后再加工下一個層次,使零件均勻受力,減小變形。圖43、恰當選擇切削用量通過改變切削用量來減少切削力、切削熱。在切削用量的三要素中,背吃刀量對切削力的影響很大。
2252
UG編程模具設計實戰 ??? 3年前
20條/頁 
 31
31 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
