



十大結(jié)構(gòu)陶瓷成型工藝最全總結(jié) 
通常所說的等靜壓成型就是指冷等靜壓成型,是利用流體(水, 油)作為傳遞介質(zhì)來獲得均勻靜壓力施加到材料上的一種方法。即利用液體介質(zhì)的不可壓縮性來均勻傳遞壓力性,從各個(gè)方向進(jìn)行加壓,獲得制品的成型方法。按其成型過程不同,可分為兩種形式:濕袋式和干袋式。
3681
材料科學(xué)與工程技術(shù) ??? 4年前
LSR 之材料特性與成型過程介紹 
有針閥的冷流道可實(shí)現(xiàn)自動(dòng)化,成型周期短。 無針閥的冷流道系統(tǒng),由于LSR 塑料的膨脹系數(shù)較高,加熱時(shí)會(huì)發(fā)生膨脹,冷卻時(shí)卻有較微小的收縮,因此成品不能在模具中保持精準(zhǔn)的側(cè)邊距,所以較建議采用針閥式冷流道系統(tǒng)來進(jìn)行加工。
4297 3 1
型創(chuàng)科技2023 ??? 2年前
【見多識(shí)廣】陶瓷材料的十大成型工藝,一起來看看啊! 
通常所說的等靜壓成型就是指冷等靜壓成型,是利用流體(水, 油)作為傳遞介質(zhì)來獲得均勻靜壓力施加到材料上的一種方法。即利用液體介質(zhì)的不可壓縮性來均勻傳遞壓力性,從各個(gè)方向進(jìn)行加壓,獲得制品的成型方法。按其成型過程不同,可分為兩種形式:濕袋式和干袋式。
3294
機(jī)械工程師 ??? 4年前
模壓橡膠制品成型工藝中的問題與對(duì)策(一) 成型中的質(zhì)量問題 
其它,如填充劑吸濕或 者在混煉操作時(shí)由于加工機(jī)械過冷,導(dǎo)致冷 凝的水份混入均會(huì)使制品在硫化后有氣孔產(chǎn) 生。在這種情況下,容易使模具受到污染, 由于配合的緣故促進(jìn)了膠料的焦燒,從而對(duì) 膠料的電絕緣性和熱老化有影響,所以,這 種膠料不能使用。
3149 2
想飛更高 ??? 2年前
基于塑性材料的金屬冷成型仿真
--- 理解塑性 
冷軋是一種在低于再結(jié)晶溫度(通常為室溫)的溫度下,通過輥?zhàn)訉?duì)金屬板材進(jìn)行進(jìn)給以壓縮其厚度的工藝。本模擬演示了鋁材的冷軋過程。本案例對(duì)彈性和塑料材料進(jìn)行了對(duì)比模擬。
2535
AutoEuler ??? 6月前
汽車用熱成型鋼板的加工工藝 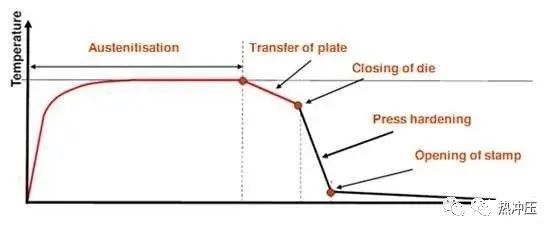
熱沖壓加工 從加熱爐出來的板料會(huì)迅速被機(jī)械手夾鉗送至熱成型模具型腔進(jìn)行沖壓加工,熱成型模具相比冷沖壓模具關(guān)鍵區(qū)別在于多了水路冷卻系統(tǒng),保壓冷卻的過程中(淬火),板料的金相組織會(huì)完全變?yōu)轳R氏體組織。馬氏體組織的強(qiáng)度、硬度非常高,熱成型件的抗拉強(qiáng)度可達(dá)1500MPa,零件表面硬度可達(dá)到52HRC。 4.
4657
金屬加工前沿 ??? 2年前
影響塑膠成型的工藝參數(shù)
﹐流動(dòng)性差﹐充模困難﹐易產(chǎn)生成型不足﹑熔接痕﹑冷塊或僵塊等﹒(二)壓力1、鎖模力﹕必需足夠﹐否則溢料﹐溢毛邊等﹒2、注塑壓力﹕<1>太高時(shí)﹐塑料在高壓下﹐強(qiáng)迫冷凝﹐易產(chǎn)生內(nèi)應(yīng)力有利于提高塑料的流動(dòng)性﹐易產(chǎn)生溢料﹑溢邊﹐對(duì)模腔殘余壓力大﹐塑料易粘模﹐脫模困難﹐塑件變形﹐但不產(chǎn)生氣泡等﹒<2>太低時(shí)﹐塑料的流動(dòng)性下降, 成型不足, 產(chǎn)生熔接痕﹐不利于氣體從中溢出
2082
鑄造工程師 ??? 3年前
Moldex3D模流分析之使用CAE一次解決多重工具制造難題 
圖一 產(chǎn)品開發(fā)流程挑戰(zhàn)縫合線造成產(chǎn)品碎裂雙料設(shè)計(jì)造成額外的成本和時(shí)間花費(fèi)冷縫合線和霧狀表面解決方案透過Moldex3D的模擬,修改縫合線位置、優(yōu)化雙料結(jié)合成型條件、優(yōu)化澆口設(shè)計(jì)并獲得準(zhǔn)確的軸心偏移數(shù)值效益變更縫合線位置,而能順利通過落摔測試優(yōu)化成型條件,讓ABS和TPE兩種塑料達(dá)到優(yōu)化結(jié)合解決冷縫合線和霧狀表面問題螺絲起子把手案例中
1917
Moldex3D 中國 ??? 3年前
冷沖壓與熱沖壓的區(qū)別是什么?什么叫沖壓? 
拿汽車加工領(lǐng)域來說,冷沖壓普遍被應(yīng)用在制造車身、車門、座椅等零部件;而在電子產(chǎn)品領(lǐng)域中,冷沖壓責(zé)備則被廣泛的應(yīng)用于電腦&主機(jī)外殼中; 總的來說,沖壓技術(shù)是一種成熟的依靠壓力機(jī)和模具對(duì)各種材料施加外力(板材、帶材、管材和型材等),使這些材料在外力作用下產(chǎn)生塑性,因而變形或者分離,從而獲得所需形狀和尺寸的成型加工方法。
3716 3
2103707493 ??? 2年前
Moldex3D模流分析之iSLM射出機(jī)規(guī)格、成型條件 
在 管理功能 > 試模 > 檢視 > 開始試模/檢視> 試模信息 > 成型條件 > 轉(zhuǎn)換生產(chǎn)條件的項(xiàng)目:1.物件體積: 輸入對(duì)象體積數(shù)值,單位為立方公分 cc。2.冷流道體積: 輸入冷流道體積數(shù)值,單位為立方公分 cc。3.轉(zhuǎn)換: 點(diǎn)擊此按鈕將原本參數(shù)轉(zhuǎn)換成適合新機(jī)臺(tái)的參數(shù)。4.取消: 點(diǎn)擊此按鈕取消變更機(jī)臺(tái)。
2107 1
Moldex3D 中國 ??? 2年前
Moldex3D模流分析之晶片轉(zhuǎn)注成型 
接著,點(diǎn)選進(jìn)澆點(diǎn)(Melt Entrance)自動(dòng)指定冷流道(Cold Runner)末端為進(jìn)澆點(diǎn),在項(xiàng)目樹可確認(rèn)轉(zhuǎn)注成型仿真分析的所有組件。
2134
Moldex3D 中國 ??? 2年前
Moldex3D模流分析之射出成型模擬中的考慮料管壓縮 
"Nozzle"實(shí)體網(wǎng)格(覆蓋外露冷流道的部分即可) 此外還可根據(jù)需求建立以下屬性: 1.Screw 2.Check Ring 3.Nozzle (完整模型) 4.Barrel 步驟 2:項(xiàng)目設(shè)定 在Studio中準(zhǔn)備射出成型的項(xiàng)目,接著在成型條件的機(jī)臺(tái)參數(shù)字段中輸入機(jī)臺(tái)信息。
2241
Moldex3D 中國 ??? 2年前
Moldex3D模流分析之SABIC透過先進(jìn)黏度數(shù)據(jù) 改善射出成型壓力預(yù)測 
CAE模型:塑件和進(jìn)料系統(tǒng)(包含澆口、冷流道及熱嘴)皆須以3D元素進(jìn)行建模。在最終的網(wǎng)格建構(gòu)之前,透過較精細(xì)的網(wǎng)格,來研究其對(duì)壓力、流動(dòng)特征等關(guān)鍵分析結(jié)果的靈敏度。而為了考慮螺桿料管中的壓力損失,SABIC以三次元量測儀(CMM)測量機(jī)臺(tái)噴嘴前段,并開發(fā)CAD幾何模型。這些皆以3D元素建構(gòu)網(wǎng)格,形成FE網(wǎng)格模型的基礎(chǔ);并在CAE模型中進(jìn)行模具排氣設(shè)計(jì)的量測和建模。 5.
2344
Moldex3D 中國 ??? 3年前
常用塑料物性和成型工藝、應(yīng)用匯總 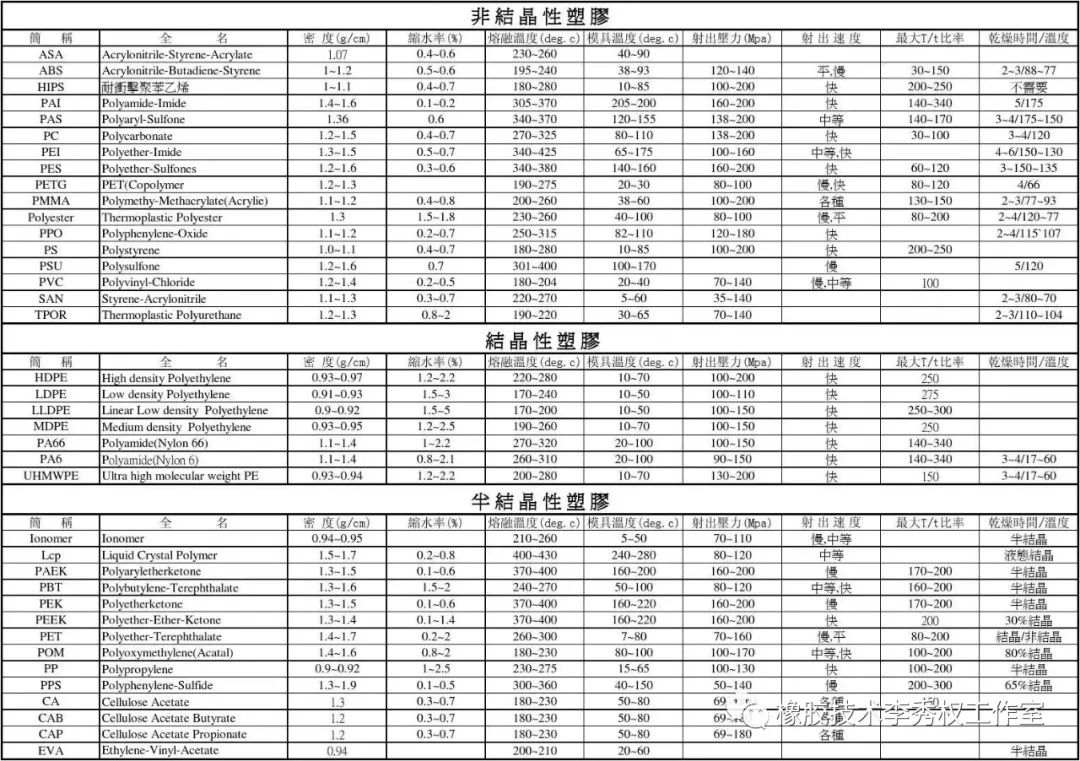
PC可注塑、擠出、模壓、吹塑、熱成型、印刷、粘接、涂覆和機(jī)加工,最重要的加工方法是注塑。成型之前必須預(yù)干燥,水分含量應(yīng)低于0.02%,微量水份在高溫下加工會(huì)使制品產(chǎn)生白濁色澤,銀絲和氣泡,PC在室溫下具有相當(dāng)大的強(qiáng)迫高彈形變能力。沖擊韌性高,因此可進(jìn)行冷壓、冷拉、冷輥壓等冷成型加工。
4095
高分 ??? 3年前
注塑成型的影響因素丨模具溫度 
一般成型情況,模仁溫度保持于較低,可以提高射出次數(shù)較為理想,但與成形品形狀(模仁構(gòu)造)及成品材料種類有關(guān)之成形循環(huán)亦寄賴于必需提高模仁充填之溫度。(2)為防止應(yīng)力作溫度控制此為成形品材料問題,此項(xiàng)要求唯有※冷卻速度。入冷確時(shí)間短,即使有一部份硬化一部份尚軟之場合,仍能避免由于不均一收縮引起應(yīng)力。亦即適當(dāng)之溫度控制能對(duì)冷卻應(yīng)力性質(zhì)改良。
3107
模具論壇 ??? 4年前
Moldex3D模流分析之建準(zhǔn)電機(jī)應(yīng)用Moldex3D優(yōu)化熱流道設(shè)計(jì) 
大綱建準(zhǔn)電機(jī)導(dǎo)入Moldex3D進(jìn)階熱流道模塊,深入探討熱流道內(nèi)的溫度變化,了解熱流道內(nèi)部會(huì)影響成型效率的環(huán)節(jié),并針對(duì)熱流道進(jìn)行改良優(yōu)化。現(xiàn)有標(biāo)準(zhǔn)熱流道呈現(xiàn)溫度不足趨勢,塑料過冷形成流動(dòng)阻力,影響射出行為而造成不穩(wěn)定之情況。之后針對(duì)溫度較低問題進(jìn)行流道尺寸改良與變更線圈設(shè)計(jì),改善熱流道內(nèi)的冷料現(xiàn)象,最終提升產(chǎn)品生產(chǎn)穩(wěn)定性及效益。
2302
Moldex3D 中國 ??? 3年前
Moldex3D模流分析之藉助Moldex3D驗(yàn)證制程效益提升車燈透鏡 
圖五 傳統(tǒng)射出成型:最大翹曲量約為0.7mm(除去澆口與冷料井)圖六 射出壓縮成型:最大翹曲量約為0.5mm(除去澆口與冷料井)接下來觀察Moldex3D分析結(jié)果中的透鏡中央積熱問題。傳統(tǒng)射出成型制程的產(chǎn)品中心處體積收縮率達(dá)12.1%,相當(dāng)嚴(yán)重 (圖七)。而利用射出壓縮制程后,透鏡中央溫度變得較平均,能有效改善產(chǎn)品收縮率高達(dá)44% (圖八)。
2106
Moldex3D 中國 ??? 3年前
熱流道應(yīng)用主要技術(shù)關(guān)鍵,你知道嗎? 
尺寸太大則熱流道體積過大,塑料在熱流道系統(tǒng)中停留時(shí)間過長,損壞材料性能而導(dǎo)致零件成型后不能滿足使用要求。 熱流道澆注系統(tǒng)可理解為注射成型機(jī)械的延伸。熱流道系統(tǒng)的功能是絕熱地將熱塑性熔體送到成型模具附近或直接送入模具。 熱流道能夠獨(dú)立地加熱,而在注塑模具中熱絕緣,這樣能夠單獨(dú)補(bǔ)償因?yàn)榕c“冷”模具接觸而造成的熱量損耗。
2240 1
高分 ??? 4年前
LS-DYNA 管材冷彎成形 
ERW焊管主要采用輥壓成型工藝,通常包括開卷、調(diào)平、輥軋成型、焊接、定徑、矯直等多種工藝。然而,在工業(yè)生產(chǎn)中,冷輥軋成形主要采用試錯(cuò)法。工件隨著各輥組的轉(zhuǎn)動(dòng)而逐漸連續(xù)變形,形成一個(gè)圓形的十字形管。由于材料非線性、幾何非線性和邊界非線性,板料輥軋成形過程非常復(fù)雜。然而,花卷設(shè)計(jì)和花型設(shè)計(jì)主要依靠工人的經(jīng)驗(yàn),理論指導(dǎo)和參考較少。
2814 7 5
陽普科技 ??? 4年前
Moldex3D模流分析之微透鏡數(shù)組成型技術(shù)突破性進(jìn)展 
圖二 直接澆口和最終成品示意圖表一 在冷流道中用扇形澆口和直接澆口的比較臺(tái)大團(tuán)隊(duì)利用田口法找出射出成型(IM)與射出壓縮成型(ICM)的最佳參數(shù),以減少殘留應(yīng)力和翹曲。不同于融膠溫度、射出速度、保壓壓力和冷卻時(shí)間等在射出成型中相對(duì)重要的因素,在射出壓縮成型中,以融膠時(shí)間、壓縮間隙、壓縮時(shí)間及壓縮組件會(huì)對(duì)保壓和光學(xué)性質(zhì)上有較顯著的影響。
2179
Moldex3D 中國 ??? 1年前
20條/頁 
 12
12 跳至頁

技術(shù)鄰APP
工程師必備
工程師必備
- 項(xiàng)目客服
- 培訓(xùn)客服
- 平臺(tái)客服
TOP
