



熱處理消除Q235鋼焊接殘余應力的研究 附Q235鋼真實應力應變曲線研究下載
蠕變應力松弛理論為熱處理消除焊接殘余應力提供了另一條思路,工件在較低溫度時會發生蠕變,材料內部的殘余應力會因應力松弛而得到釋放,只要保溫時間足夠長,理論上殘余應力可完全消除。在低溫消除焊接殘余應力時,材料的組織和性能變化甚微,幾乎不影響材料的使用性能,而且低溫處理材料表面的氧化和脫碳也比較小。
3289 2 2
飛行家孫 ??? 4年前
咋樣基于LSDYNA求殘余應力?
磨粒磨削中基于LSDYNA求殘余應力?
2272 1
用戶_57699 ??? 1年前
請教下大家我用abaqus進行熱處理消除殘余應力的模擬時,在加過幅值溫度后殘余應力和熱處理之前一樣?
我先是用的彈塑性模型做的,看文獻里面他用彈塑性模型做的的結果是有一個下降的,想請教下各位大神我模擬出的應力沒有變化可能有哪些原因
2337 4 3
鴻水 ??? 3年前
ABAQUS焊后熱處理消除焊接殘余應力的數值模擬(蠕變應力松弛) 

以管道環焊縫焊接殘余應力為初始條件,考慮焊后熱處理的蠕變應力松弛機制,使用abaqus計算了PWHT后的殘余應力分布狀態。詳細講解了殘余應力導入過程及后處理。QQ1224294049參考:https://www.yqgqt.org.cn/content/post/422113https://www.yqgqt.org.cn/college/video/c12175
949 6
hitliuyong ??? 7年前
焊接應力的消除方法 
焊接應力消除設備 焊接應力消除設備對焊趾進行沖擊,可以快速修復焊趾的缺陷,降低應力集中,并伴隨其壓應力區的作用可以在一定程度上降低焊趾邊未受沖擊焊縫的殘余應力;焊接應力消除設備能以每秒2萬次的頻率沿焊縫方向沖擊焊趾部位,使之產生較大的壓縮塑性變形,使焊趾處發生圓滑的幾何過渡,大大降低應力集中;消除焊趾處表層的微小裂紋和熔渣缺陷
3048 1
化工設備人 ??? 4年前
如何測量殘余應力? 
振動時效處理是工程材料常用的一種消除其內部殘余內應力的方法,是通過振動,使工件內部殘余的內應力和附加的振動應力的矢量和達到超過材料屈服強度的時候,使材料發生微量的塑性變形,從而使材料內部的內應力得以松弛和減輕。
2462
FMMM ??? 3年前
知識分享 | 測量殘余應力的方法 
<p><strong><u>什么是殘余應力?</u></strong></p><p>殘余應力是指消除外力或不均勻的溫度場等作用后,仍留在物體內的自相平衡的內應力。殘余應力存在于所有的機械結構中,機械加工和強化工藝、不均勻塑性變形或相變等都可能引起殘余應力。
2125 397
HBK測試與測量 ??? 2年前
焊接/鍵合殘余應力與變形怎么算?Abaqus 熱-力順序耦合與 DFLUX 詳解
只做熱:沒有熱–力耦合的應力演化,無法預測殘余場;只做力:沒有真實的溫度歷程驅動,熱應變與材料退化無從談起。工程意義:快速評估工藝窗口(功率/焊速/熱源形參)對峰溫、HAZ、殘余應力與翹曲的影響;用自動化腳本把“手工建模”變成“可復用流程資產”,支撐 DOE/靈敏度/優化。
3444 2
王詩兆 ??? 7月前
lsdyna中動力松弛-螺栓預緊力加載-soild 
那么在常規方法在lsdyan中,只能在0.001s內施加螺栓預緊力,組件在短時間內受到螺栓預緊力的作用就會在后期產生抖動,對于后續加載的沖擊碰撞等載荷后產生影響,那么如何消除這個現象?
2445 1
大龍貓?? ??? 4月前
焊后熱處理有關問題的討論 
爆炸法消除焊接殘余應力:是將炸藥特制成膠帶狀,在設備的內壁粘在焊接接頭表面上,其機理與錘擊法消除焊接殘余應力相同。據說此法可以彌補錘擊法消除焊接殘余應力的一些不足之處,但是,有單位在兩個條件相同的液化石油汽儲罐上分別采用整體熱處理和爆炸法消除焊接殘余應力進行對比試驗,一年后開罐檢查發現前者焊接接頭完好如初,而經爆炸法消除焊接殘余應力儲罐的焊接接頭則出現許多裂紋。
2327 1
化工設備人 ??? 4年前
lsdyna中動力松弛-螺栓預緊力加載-beam 
中計算0.01s的時間,查看變形和應力結果,可以看到螺栓預緊力將兩個梁壓彎,但是并沒有產生過大的抖動,達到了初始預緊力的加載需求4.靜力學+動力松弛方法加載預緊力4.1靜力學計算按照常規方式在靜力學中加載螺栓預緊力100N,獲取靜力學的變形4.2靜力變形+動力松弛在lsdyna中讀取靜力學變形,再添加一個lsdyna模塊,將結果導入lsdyna,如圖所示
2870 1
大龍貓?? ??? 4月前
【CAE案例】雙金屬焊接基準數值模擬 
圖7 06 計算結果 圖8 計算效率結果 07 結論與展望 本次案例對有多道次焊接的雙管道連接工藝進行數值模擬,模擬和實驗結果符合良好,且對三方計算得到的殘余應力進行了質量比較;殘余應力變化趨勢良好。 對于該模擬還可以繼續改進,比如引入大變形假設,固態硬化修復,相變,機械加工,對材料進行更真實的建模。
3643 2 2
CAE璐姐 ??? 2年前
影響制件淬火變形的主要因素 
4、殘余應力:熱處理淬火前的機加、鍛造、焊接、校直等對制件造成的殘余應力,在淬火加熱過程中,應力得到釋放,也會引起制件的變形,可在淬火前進行消除應力回火處理,釋放殘余應力。5、制件自身重量和裝夾方式:在零件奧氏體化保溫過程中,制件因為自身重力作用和不合理的裝夾方式導致變形,例如:長制件水平加熱淬火,制件受重力作用更為明顯。采取合理的裝夾支撐方式,盡量豎直放置,減小重力作用。
2667 1
材料熱處理工藝 ??? 3年前
影響制件淬火變形的主要因素
4、殘余應力: 熱處理淬火前的機加、鍛造、焊接、校直等對制件造成的殘余應力,在淬火加熱過程中,應力得到釋放,也會引起制件的變形,可在淬火前進行消除應力回火處理,釋放殘余應力。 5、制件自身重量和裝夾方式: 在零件奧氏體化保溫過程中,制件因為自身重力作用和不合理的裝夾方式導致變形,例如:長制件水平加熱淬火,制件受重力作用更為明顯。
2924
材料熱處理工藝 ??? 4年前
技術鄰Ansys培訓如何快速掌握熱應力核心技能?
據技術鄰統計,90%學員可在培訓后1個月內獨立完成簡單熱應力分析項目,60%能直接解決企業研發中的實際熱應力問題。 其三,全流程保障消除學習后顧之憂:培訓可靈活選擇線上(直播+3個月無限次回放)或線下(企業內訓)模式,滿足不同企業的學習場景需求;售后階段提供24小時內響應的答疑服務,培訓結束后1個月內,講師還會協助學員完成1個企業實際項目的分析報告,確保技術落地。
3186
zhaozhi9241 ??? 6月前
帶內螺紋精密零件的熱處理畸變有限元仿真 
溫度梯度的存在產生熱應力,使零件發生塑性變形。建議先熱處理,后開槽,減小熱應力,進而消除這部分畸變。3 結論根據零件的特征簡化了幾何模型,使得網格單元大大減小,提高了計算效率。使用基于ABAQUS的DANTE?軟件計算了帶有內螺紋接頭零件的溫度場、應力應變場。預測了熱處理后的殘余應力分布以及零件畸變。零件畸變的計算結果與實際生產裝配中出現的問題基本一致,因此是可信的。
4600 3 2
FMMM ??? 2年前
【收藏】 退火工藝基礎知識大全,總結到位! 
6、去應力退火 工藝:將鋼件加熱至低于Ac1的某一溫度(一般為500~650℃),保溫,然后隨爐冷卻。 去應力退火溫度低于A1,因此去應力退火不引起組織變化。 目的:消除殘余內應力。
2423
機械學霸 ??? 4年前
鋼的熱處理集錦。 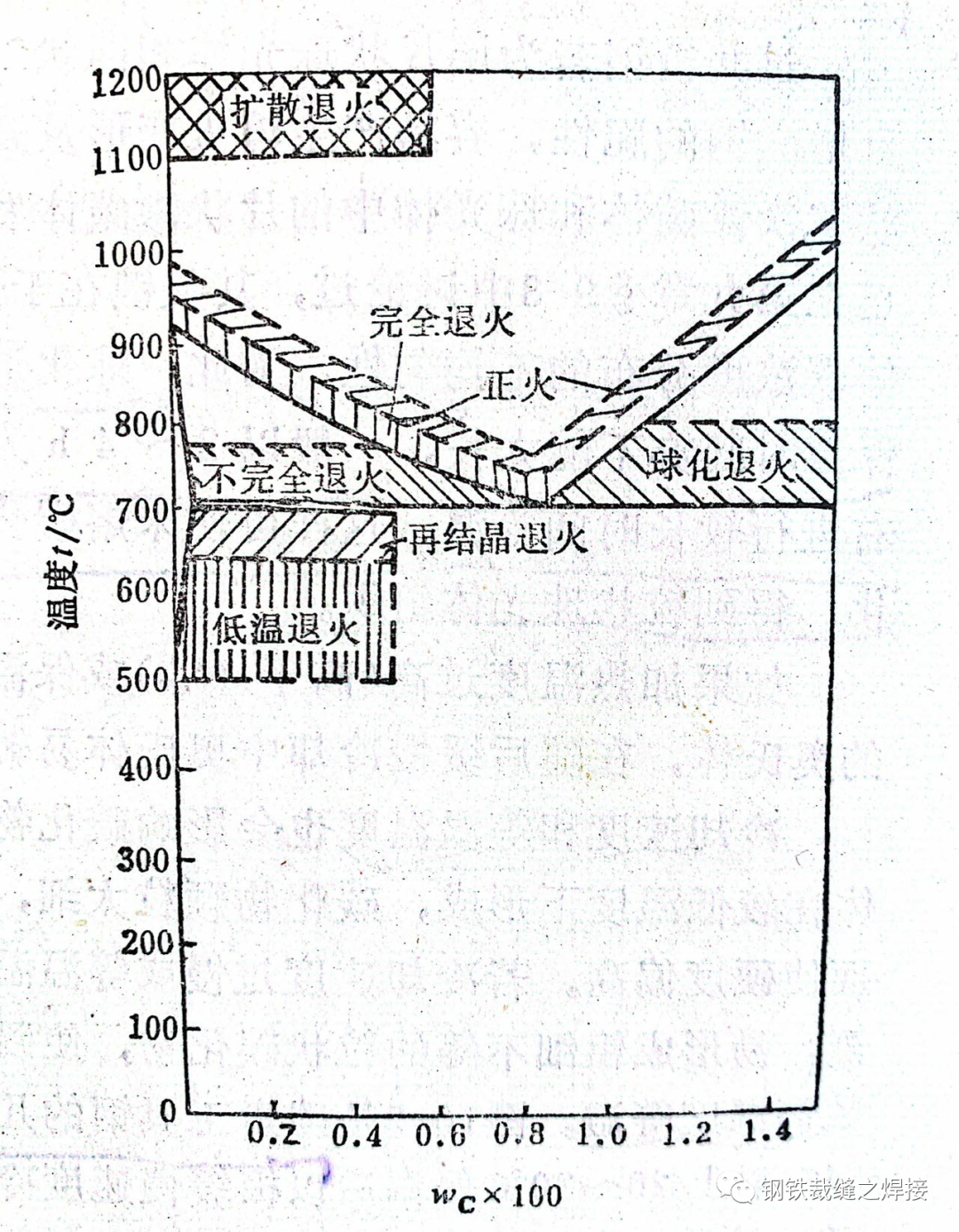
這種內應力和后續工藝因素產生的應力疊加,易使工件發生變形和開裂。焊接件焊縫處由于組織不均勻也存在很大的內應力,顯著降低焊接接頭的強度。為了消除由于變形加工以及鑄造、焊接過程引起的殘余內應力而進行的退火稱為去應力退火。除消除內應力外,去應力退火還可降低硬度,提高尺寸穩定性,防止工件的變形和開裂。鋼的去應力退火加熱溫度較寬,但不超過Ac1點,一般在500~650℃之間。
3733
FMMM ??? 3年前
最全的壓力容器焊接缺陷及熱處理知識 
1、焊后熱處理可以松弛焊接殘余應力 隨著熱處理溫度升高和保溫時間延長,焊接區殘余應力相應降低,當溫度升高到超過550℃,殘余應力可以認為完全消除。不過保溫時間影響不如溫度升高影響來的明顯。
2502 2 1
化工設備人 ??? 4年前
熱處理 “四把火” 到底是什么? 
(6)去應力退火工藝:將鋼件加熱至低于Ac1的某一溫度(一般為500~650℃),保溫,然后隨爐冷卻。去應力退火溫度低于A1,因此去應力退火不引起組織變化。目的:消除殘余內應力。應用:主要用來消除鑄件,鍛件,焊接件,熱軋件,冷拉件等的殘余應力。如果這些應力不予消除,將會引起鋼件在一定時間以后,或在隨后的切削加工過程中產生變形或裂紋。
2689
材料科學與工程技術 ??? 3年前
20條/頁 
 7
7 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
