



鑄造環節控制要點匯總:碾砂、造型、熔煉、澆注、清理、檢查 
澆注前要對鑄水進行孕育和扒渣處理。在澆注過程中要不斷流、平穩,以避免沖砂而形成砂眼。跑火時要及時堵住漏鑄水的部位,并補足鑄水,以減少冷隔、澆不足等缺陷。 5.檢驗鑄鐵平板鑄造清理過程的控制 清理過程是鑄件冷卻后從鑄型中清理鑄件,以獲得表面無缺陷的鑄件。 (1)落砂:鑄件必須經過充分冷卻才能扒出鑄型,一般要求不小于3h。
2571
鑄造工程師 ??? 4年前
專家實例講解,高密度造型線的型砂性能管理要點 
根據多年在企業的實踐,認為開式線型砂與手工造型的型砂相比是一種量的變化, 而自動線型砂相對前者而言是質的變化。前者可憑生產經驗、手抓、眼觀來判斷型砂是否適于生產,而自動線型砂是否合格則需各種指標數據來支持, 一般國外自動造型機對型砂的這些指標數據都會做規定, 有些廠家還會規定的非常詳細,國內的一部分自動造型機就無任何這方面的資料,讓一些最初接觸自動造型機的鑄造廠家無據可依。
2065
鑄造工程師 ??? 4年前
如何用鐵型覆砂工藝生產鑄態QT450-10高韌性球墨鑄鐵 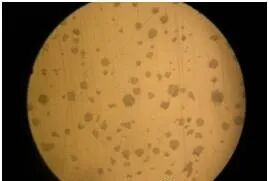
⑶ 鐵型覆砂工藝鑄件開箱冷卻時間對鑄態高韌性QT450-10球墨鑄鐵性能有較大影響,決定了鑄態高韌性球墨鑄鐵最終性能能否滿足要求,必須引起足夠重視,企業應該結合自身產品特點和生產實際通過驗證來確定最佳的冷卻時間。文章來源鑄造工業網
4892 1
鑄造工程師 ??? 2年前
004ProCAST從入門到精通--砂鑄鑄鐵 

ProCAST入門到精通系列視頻有十八期,本期為其中一期“砂鑄鑄鐵”,視頻內容講解除了操作以外還介紹鑄鐵模擬原理,主要內容有:1、鑄鐵模擬之石墨化特殊性2、幾何處理及網格劃分3、過濾網的處理與鑄鐵模擬邊界條件設置4、運行參數講解(孕育方式設置、球化劑添加、孕育\球化衰退效果、石墨化膨脹設置、砂型剛度設置等)5、結果觀察與分析學習完該視頻,可以獨立完成ProCAST砂型鑄造鑄鐵件的模擬分析
2475 24
配角 ??? 7年前
樹脂砂工藝生產鑄鋼件,熱裂缺陷最頭疼,從4方面有效解決!
文章來源:百鑄聯盟
2371
鑄造工程師 ??? 3年前
濕型砂混砂,如何控制膨潤土、舊砂等料的比例! 
濕壓強度 濕壓強度的控制目標,一定要按照造型方法選定,絕不是強度高就好。強度愈高的型砂,造型時舂實所需的能量愈大。現在,不少鑄造廠型砂的強度都太高。一些手工造型或震機造型用的型砂,濕抗壓強度高達130~170kPa。用這樣的型砂難以將鑄型舂得很緊實,結果,鑄件的表面質量不好,也容易產生縮松缺陷。文章來源:鑄造工業網
4519 2 1
鑄造工程師 ??? 2年前
實例講解:鑄造自動生產線型砂質量控制核心的8項指標 
根據多年在企業的實踐,認為開式線型砂與手工造型的型砂相比是一種量的變化, 而自動線型砂相對前者而言是質的變化。前者可憑生產經驗、手抓、眼觀來判斷型砂是否適于生產,而自動線型砂是否合格則需各種指標數據來支持, 一般國外自動造型機對型砂的這些指標數據都會做規定, 有些廠家還會規定的非常詳細,國內的一部分自動造型機就無任何這方面的資料,讓一些最初接觸自動造型機的鑄造廠家無據可依。
2590 1
鑄造工程師 ??? 4年前
什么是鑄造?鑄造的6大常用方法,14種缺陷分析及控制 
優點: 與砂型鑄造相比,金屬型鑄造有如下優點: 復用性好,可“一型多鑄”,節省了造型材料和造型工時。 由于金屬型對鑄件的冷卻能力強,使鑄件的組織致密、機械性能高。 鑄件的尺寸精度高,公差等級為IT12~IT14;表面粗糙度較低,Ra為6.3m。
4427 1
鑄造工程師 ??? 4年前
砂型鑄造工藝全解,教你兼顧鑄件質量和生產成本及效率 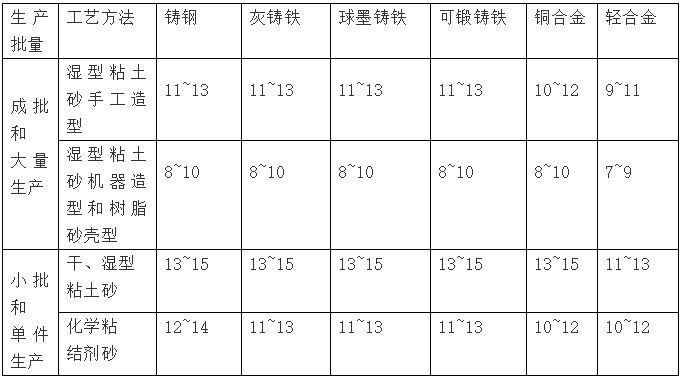
②造型方便,砂型不必烘干,鑄型生產周期短,效率高,易于實現大批量生產。③回用砂中未脫水失效的膨潤土與水混合后即能恢復強度,舊砂回用性好,回用設備投資少。④經過長期應用,已經發展了一系列造型設備。⑤一般造型所生產鑄件的尺寸精度不亞于化學自硬砂,射壓造型、氣沖造型和靜壓造型等高壓造型方法所生產的鑄件尺寸精度可與熔模鑄造相媲美。
5643 1
鑄造工程師 ??? 2年前
改變鑄件澆注入水位置,能解決哪些問題?
用該工藝澆注的葉輪產品,個個葉片均飽滿,而且砂孔各裂紋都少,產品的整體質量獲得很大提高。用戶對我們生產的葉輪產品質量非常信賴。2.3 渣罐吊耳座皮下裂紋的解決韶鑄進行工藝開發的一個渣罐產品,毛重21T,材質ZG230/450。由于產品外表的筋板很多,當時選擇的澆注方向是大口向上。
2301 2 3
鑄造工程師 ??? 3年前
缺陷“大掃除”:鑄鐵試驗平臺拒絕砂孔、氣孔、裂紋! 
一是清砂不,造型和合箱時的落砂未清理干凈,濕型在澆注前停留時間過長,導致干燥部分或凸出部位脫落,這些砂粒混入鑄鐵液中,會形成砂孔;同時,模型結構設計不合理,發生粘模后砂型未修理好,或鑄件拐彎處未搗圓角,也會引發砂孔缺陷。
657
威岳15533753786 ??? 1月前
鑄件品質探討:小氣孔大問題,從這10點入手消除鑄件氣孔 
(2)型砂溫度 流水線生產時,對于皮下氣孔非常敏感的球墨鑄鐵,不能用冒熱氣溫度超過35℃的熱砂造型,否則極易在鑄件過熱部位出現皮下氣孔,不解決熱型砂造型問題,其他防治措施的效果不理想。因此在砂處理系統設計上舊砂回用的砂冷卻裝置,容量足夠的貯砂斗等設備設施,工藝上定時添加新砂及合理的濕型型砂壁厚度等,保證生產制造時不出現熱型砂造型的問題。
2594
鑄造工程師 ??? 4年前
沖砂、掉砂、鼠尾、夾砂結疤等砂眼如何鑒別,3實例教你解決砂眼缺陷! 
(2)模型設計不良,造型、制芯后,局部存在尖砂。(3)造型、制芯混砂配比、用砂不合理。(4)由于造型、下芯、合型操作不當,發生塌型、擠箱、掉砂、壓壞砂型或砂芯。圖3(5)合箱前,型腔內的浮砂在合型前未吹掃干凈。(6)合型后由澆注系統或冒口掉入砂粒或砂塊。
4685 4 2
鑄造工程師 ??? 3年前
鑄造新聞:每天5分鐘,了解全新鑄造業(8月9日) 
四、中鑄協總經濟師、行發部部長馬宏儒一行赴東偉科技公司考察 8月8日,中國鑄造協會總經濟師、行發部部長馬宏儒,中鑄協專家委委員副主任、清華大學教授黃天佑,中鑄協行業發展部副主任 楊程坤蒞臨東偉科技進行考察。
2272 9 5
鑄造工程師 ??? 3年前
樹脂砂工藝生產鑄鋼件,最頭疼的熱裂缺陷,從四個方面出手解決!
3、造型材料方面 (1)降低樹脂加入量,或對樹脂改性,使樹脂具有熱塑性,讓呋喃樹脂在高溫時不結焦或少結焦,從而保證其有良好的高溫容讓性。 (2)在呋喃樹脂砂中加入附加物,使樹脂砂具有熱塑性;或者在收縮受阻最嚴重處,加入木粉、泡沫珠粒;或者在鑄型中相應部位放塑性好的退讓塊,提高其高溫退讓性。 (3)采用磷酸固化劑。
2365
鑄造工程師 ??? 4年前
粘砂(結疤)、冷隔、氣孔?4步有效解決覆膜砂鑄件缺陷 
覆膜砂造型(芯)工藝參數實例:序號 圖號 殼厚(㎜) 重量(㎏) 鑄型溫度(℃) 射砂時間(s) 硬化時間(s) 1 (導向套)DN80-05 8~10 2.5~2.6 220~240 2~3 60~80 2 (閥體)DN05-01 10~12 3.75~3.8 240~260 3~5 80~100 四、覆膜砂應用中存在的問題及解決對策制芯的方法種類很多,總的可以劃分為熱固性方法和冷固性方法兩大類
3314
鑄造工程師 ??? 4年前
技術分享:呋喃樹脂砂鑄造原砂、樹脂、固化劑的影響分析和選擇 
一、樹脂砂的原輔材料問題 1.原砂質量 樹脂砂有諸多優點,是鑄造型砂從粘土砂走向自硬砂的重大突破,但它有4大缺點也為國內外所承認:即對原砂要求高;性能受環境影響;發氣量大;有強烈的刺激味。 高質量的原砂是保證樹脂砂性能的基礎。而這點往往受到不少鑄造廠的忽視。
2825
鑄造工程師 ??? 4年前
原材料的選擇、熔煉工藝的制定、溫度的掌握,如何控制鑄態鐵素體球墨鑄鐵件質量?
鑒于上述特點,在設計鑄態鐵素體球鐵鑄造工藝時澆注系統一般采用半封閉或開放式。 5、開箱時間 不同的鑄件在鑄型中的冷卻速度是不同的。不同的開箱時間將得到不同的基體組織。要在鑄態下獲得以鐵素體基體為主的組織,除鑄型要有足夠的吃砂量外,鑄件在鑄型中要有足夠的保溫和緩冷時間,至少要使鑄件在型內冷卻到650℃以下方可開箱取出。
2219 1 1
鑄造工程師 ??? 3年前
年產2.5萬噸鑄件的砂型鑄造車間的設計參考,多角度對比生產方案 
砂處理系統生產能力的確定需要根據造型線砂箱尺寸以及造型速度綜合確定,由于砂處理系統設備投資成本相對較小,因此為保證與造型線的匹配可適當加大砂處理的設計生產能力。另外,在進行砂處理設備選型時,應重點考慮型砂冷卻和混砂設備的選用,良好的型砂冷卻效果以及高效的混砂機是保證型砂質量穩定的關鍵因素,同時還要兼顧到整個系統設備運行的穩定性。
2964
鑄造工程師 ??? 4年前
如何選定消失模鑄造工藝參數?探究消失模鑄造大口徑球墨鑄鐵管件生產關鍵 
2.4 造型 砂箱的負壓抽氣方式我們采用的是底抽和側抽相結合的方式。干砂選用海砂,粒度為20/40目,采用雨淋式加砂與柔性加砂相結合的加砂方式。這樣可以避免對模型造成強烈的沖刷,損壞泡沫模樣和涂料層。加砂方式采用雨淋式加砂為主,柔性加砂為輔。采用可變頻的三維振實臺來造型裝箱。 2.5 管件防變形 消失模鑄造球墨鑄鐵管件易變形。
2700
鑄造工程師 ??? 4年前
20條/頁 
跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
