



球墨鑄鐵的3種熔煉澆注方案,附實驗過程詳情 
使用 180mm 壁厚,覆蓋公司日常生產的厚大件球墨鑄鐵產品,具有相當的代表性,設置冒口和澆道系統,采用底注澆注,澆注重量 500kg。 熔煉澆注方案設計 采用 1.5t 熔煉中頻爐,熔化 1.5t 鐵水,每次球化孕育 500kg,澆注 1 箱小樣試驗件。1 爐共澆注 3 箱試驗件。
2898 5 2
鑄造工程師 ??? 3年前
實驗全程記錄:分析球墨鑄鐵的3種熔煉澆注方案 
使用 180mm 壁厚,覆蓋公司日常生產的厚大件球墨鑄鐵產品,具有相當的代表性,設置冒口和澆道系統,采用底注澆注,澆注重量 500kg。 熔煉澆注方案設計 采用 1.5t 熔煉中頻爐,熔化 1.5t 鐵水,每次球化孕育 500kg,澆注 1 箱小樣試驗件。1 爐共澆注 3 箱試驗件。
2461
鑄造工程師 ??? 4年前
以發動機缸蓋類、輪類鑄件為案例,分析鑄件澆注系統、冒口設計、上下箱設計! 
2.2可優化設計澆注系統 圖5至圖8所示的鑄件澆注位置及分型面設置方案,因鑄件結構全部設置于下箱、及創造工藝條件將鑄件全部結構或鑄件重要結構設置于下箱,其為鑄件澆注系統的優化設置創造了基礎(工藝)條件,鑄件可很好地設計出頂注式澆注(系統)方式。
2475
鑄造工程師 ??? 4年前
案例 | 重力鑄造澆注系統的氣泡追蹤 
可針對澆注系統進行優化設計,以減少氣泡產生的問題。
2381 1
FLOW3D 流體仿真 ??? 1年前
澆注工藝對減少鑄造缺陷有哪些作用 看實戰案例 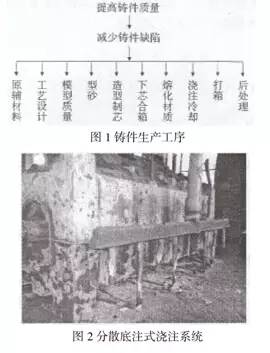
對于質量小于1000 kg的鑄鐵件,其澆注時間可按Dietert公式計算:式中:w為澆注速度(kg/s);G。為型內金屬液總質量,包括澆、冒口系統質量(kg);A為系數(鑄鐵為0.9);B為系數(鑄鐵為0.833)。
2351 1
鑄造工程師 ??? 3年前
4種鑄件澆注方式對應鑄件類型全面解析 
對于質量小于1000 kg的鑄鐵件,其澆注時間可按Dietert公式計算:式中:w為澆注速度(kg/s);G。為型內金屬液總質量,包括澆、冒口系統質量(kg);A為系數(鑄鐵為0.9);B為系數(鑄鐵為0.833)。
5036
鑄造工程師 ??? 4年前
探究消失模鑄造大口徑球墨鑄鐵管件生產關鍵 
澆注系統選用0.020g/cm3泡沫塑料(EPS)板材制作。如圖一大口徑球墨鑄鐵管件泡沫模樣。 2.2 澆注系統 鑄件在砂箱中可以有不同的放置位置,可采用底注式、側注式、頂注式、階梯式等不同的澆注方式,這些澆注方式各有各的特點。
2701
鑄造工程師 ??? 4年前
運用 FLOW-3D CAST 在砂模鑄造的澆注系統方案設計 
充型溫度分布(新的澆注系統設計)新的澆注系統與舊的澆注系統差異 FLOW-3D CAST可提供流體的表面積變化量,表面積變化量越大,代表該流場越紊亂,越可能造成充型過程中卷入氣體。 新的澆注系統明顯優于舊的澆注系統設計。
2542
FLOW3D 流體仿真 ??? 1年前
“兩步法”蠕化處理工藝在蠕墨鑄鐵中的應用 
需要注意的是,如果預蠕化處理的鐵液過球了,即蠕化率遠低于80%,蠕墨鑄鐵冶金質量智能在線測控系統也能夠準確預測這種情況。此時,智能系統是不計算鎂線加入量的。在這種情況下,如果預處理的鐵液溫度高于澆注溫度,可以等待蠕化衰退,但是等待的過程也存在著孕育衰退。否則,過球化的預處理鐵液就要回爐,或者再補充加入適量的原鐵液,或者加入適量的硫粉或FeS以中和過多的活性鎂。
2994
鑄造工程師 ??? 3年前
鑄造環節控制要點匯總:碾砂、造型、熔煉、澆注、清理、檢查 
選擇合理的澆注系統,使鑄件順序凝固,以得到組織均勻的鑄件。 (3)合箱:合箱是一個不可忽視的重要環節,鑄型表面的浮砂要清理干凈,按印記對合,注意錯箱量,是減少鑄件偏箱的重要手段。 (4)下芯:下芯時要平穩,清理浮砂。砂芯的位置要放置好以防偏芯的產生。
2571
鑄造工程師 ??? 4年前
知識篇——消失模鑄件炭黑、與皺皮缺陷怎樣消除? 
(2)鑄件材料成分的影響:含碳低的鑄鐵件(合金鑄鐵),模型分解產物中的碳可以部份溶解其中,不易產生皺皮;含碳高的鑄鐵(球鐵)最易形成皺皮缺陷。(3)澆注系統影響:澆注系統對鐵液充型流動場及溫度場有著重大影響,直接決定著EPS(EPMMA,STMMA)模料的熱解產物及其流向;加大直、橫、內澆道截面積,易產生皺皮(模料量增多)。
4894 4 1
鑄造工程師 ??? 2年前
鑄鐵件出現白口,加工硬度高,該如何解決? 
如果澆注成產品,將會出現硬度大、縮孔、縮松嚴重等缺陷。 再者,原材料遺傳性的原因。鑄鐵的遺傳性是指由一種金屬爐料改換成另一種金屬爐料時,雖鐵水化學成分不變,但鑄鐵的組織(如石墨形態、石墨化程度、白口傾向等)卻會發生變化;這種爐料和鑄件組織的關系就叫遺傳性。 在此就是看熔煉所用的生鐵、廢鋼、回爐料及合金硬度是否太大。
3874
鑄造工程師 ??? 4年前
中錳抗磨球墨鑄鐵件三類常見缺陷原因與防止方法 
在中錳抗磨球墨鑄鐵件生產中,常見的鑄件缺陷除有灰鑄鐵件和球墨鑄鐵件的一般缺陷外,還有碳化物量過高或連續網狀分布、索氏體量和奧氏體量過高等。通常,產生這些缺陷的原因不單是化學成分中Si/Mn比的選擇問題,有時還有造型制芯、熔煉澆注、配砂質量、落砂清理等許多生產工序的問題,因此必須具體分析,以便采取相應的合理措施加以解決。
2465
鑄造工程師 ??? 4年前
從配料到孕育處理,看感應電爐熔煉灰鑄鐵的若干問題! 
同時,我們對砷含量在0.012%-0.013%時澆注的496件缸體鑄件進行了氣密性檢測,出現2件滲漏,滲漏率為0.4%,滲漏率未出現異常升高。說明As在這個范圍內,不會增加鑄件的滲漏廢品。 福州大學的李樹江通過試驗驗證,當砷含量低于0.0130%時,灰鑄鐵具有較好的力學性能和冶金質量指標。目前,筆者公司將砷的含量控制在0.0130%以下。
2346
鑄造工程師 ??? 4年前
電爐鑄鐵爐料最佳配比,高牌號灰鐵的孕育和變質處理要點匯總 
其實我們在電爐熔化過程中,已經增加了一部分硫,這些硫來自于: 由回爐的澆注系統帶來,澆注系統中的硫磷含量遠高于鑄件中的含量;
2853
鑄造工程師 ??? 4年前
T型槽鑄鐵平臺的硬核秘密全公開 
對比鋼板、鋁合金等材質,鑄鐵平臺的抗變形能力是鋼板的3倍以上,承載能力是鋁合金平臺的2倍,耐用性差距一目了然。鑄造工藝精益求精。采用樹脂砂造型結合階梯式澆注系統,搭配三維模擬軟件進行凝固分析,可將傳統工藝中3%的縮孔率降至0.8%以下,有效避免冷隔、夾渣、氣孔等鑄造缺陷。同時,平臺底部采用網格狀或箱體式加強筋設計,在保證剛性的同時,還能減輕15%的重量,實現“輕便與堅固”的雙重平衡。
851
威岳15533753786 ??? 1月前
消失模鑄造氣孔缺陷解決方法
(3)澆注系統不合理,澆注和充型速度過快,金屬型排氣不良,使金屬液在澆注和充型過程中產生紊流、渦流或斷流而卷入氣體,在鑄件中形成卷入性氣孔。(4)合金液易可吸氣,在熔煉和澆注過程中未采取有效的精煉、保護和凈化措施,使金屬液中含有大量氣體、夾渣和夾氣成分,在充型和凝固過程中形成析出氣孔和反應氣孔。
2678
鑄造工程師 ??? 3年前
試驗+實踐驗證,提高球墨鑄鐵性能,這6種添加劑一定要知道 
在實際生產中基于實驗室中的結果,在工業鑄造廠中進行了球墨鑄鐵的試驗。實驗在感應電爐中用常規的化學成分為3.67%碳化物、2.43%硅、0.27%錳、0.26%磷和0.045%鎂的鐵進行。熔化合格的爐料之后,澆注出參考試樣。然后向熔爐中加入0.3%的SiC并澆注出第二套試樣。在添加前和添加后,用原料鐵液和最終的鐵液澆注得到所需試樣。
2654 3 1
鑄造工程師 ??? 4年前
缺陷“大掃除”:鑄鐵試驗平臺拒絕砂孔、氣孔、裂紋! 
一是清砂不,造型和合箱時的落砂未清理干凈,濕型在澆注前停留時間過長,導致干燥部分或凸出部位脫落,這些砂粒混入鑄鐵液中,會形成砂孔;同時,模型結構設計不合理,發生粘模后砂型未修理好,或鑄件拐彎處未搗圓角,也會引發砂孔缺陷。
657
威岳15533753786 ??? 1月前
如何用鐵型覆砂工藝生產鑄態QT450-10高韌性球墨鑄鐵 
⑵ 結合自身生產現狀,通過對蓋包法球化處理工藝的優化,提高了鎂吸收率,減少了球化劑的加入量,有效細化石墨,增加了石墨球數量,減少球化不良和球化衰退的出現,系統的提升了產品質量和合格率。
4894 1
鑄造工程師 ??? 2年前
20條/頁 
 14
14 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
