



abaqus顯示動力學應用-鉆頭切削巖石 
2.切削中鉆頭和巖石發(fā)生穿透?在切削仿真中鉆頭和巖石間的接觸壓力、接觸剛度和許用穿透量之間的平衡被打破。可以細化接觸區(qū)域網(wǎng)格; 修改接觸剛度;用軟接觸代替硬接觸3.仿真中的求解不穩(wěn)定性問題?由于abaqus explicit的接觸算法對接觸面的類型有較嚴格的限制,而切削仿真又是一個高度非線性求解過程,這些都會導致求解的不穩(wěn)定。
3382 7 12
小海-有限元 ??? 2年前
FLUENT模擬旋流分離器切向速度?
鄙人正在用fluent模擬旋流分離器,模擬結(jié)果出現(xiàn)了以下問題:切向速度云圖左右不對稱,一半是正的,一半是負的,左右切向速度絕對值基本相等(沒有出現(xiàn)峰值) 文獻里的切向速度左右基本對稱,切向速度大小都是正值或負值。
2285 5 1
用戶_44524 ??? 2年前
【行業(yè)知識】鉆頭的顏色對鉆頭的選擇有影響嗎? 
其原因是當鉆頭快要鉆透時,被加工材料出現(xiàn)塑性變形,這時本應由鉆頭靠近外緣部分刃口切削的三角形部分受軸向切削力作用后變形向外側(cè)彎曲,并在鉆頭外緣倒角和刃帶棱面的作用下進一步卷曲,形成卷邊或毛邊。
2648
機械工程師 ??? 4年前
鉆頭分多少種?十個有八個答不上來 
4、油孔鉆頭:鉆身有兩道小孔,切削劑經(jīng)此小孔到達切刃部份以帶走熱量及切屑,使用此鉆頭一般工作物旋轉(zhuǎn)而鉆頭靜止。 5、深孔鉆頭:專門用于加工深孔的鉆頭。在機械加工中通常把孔深與孔徑之比大于6的孔稱為深孔。深孔鉆削時,散熱和排屑困難,且因鉆桿細長而剛性差,易產(chǎn)生彎曲和振動。一般都要借助壓力冷卻系統(tǒng)解決冷卻和排屑問題。 6、鉆頭鉸刀:前端為鉆頭,后端為鉸刀。
2259
機械加工網(wǎng) ??? 3年前
鉆頭為什么還有顏色區(qū)分,區(qū)分的原因很多人不知道 
另外要看鉆頭尖部切削刃處,全磨制鉆頭的刃開的很好,螺旋面符合要求,而質(zhì)量差的在后角面處之質(zhì)量很差的。 end
2068
非標機械論壇 ??? 4年前
鉆頭斷在孔里了,不要慌,26種方法教你輕松取出! 
當然,如果車間里經(jīng)常出現(xiàn)這種斷絲的情況,還是做一個這樣的工具扳手好些) 10、硝酸溶液可以腐蝕高速鋼絲錐,而且不報廢工件 11、用乙炔火焰或噴燈使絲錐退火,然后用鉆頭去鉆,此時鉆頭直徑應比底孔直徑小,鉆孔也要對準中心,防止將螺紋鉆壞,孔鉆好后打入一個扁形或方形沖頭再用扳手旋出絲錐 12、用氣鉆反轉(zhuǎn)取,全靠手感,因為不是直接鉆掉絲錐的,而是用慢速和一點點的摩擦力(類似汽車半離合
2801
模具設計UG編程教學 ??? 3年前
不銹鋼材料加工難點分析
但是加大頂角后,鉆頭的橫刃變寬,造成切削阻力增大,因而必須對鉆頭橫刃進行修磨,修磨后橫刃的斜角為47°~55°,橫刃前角為3°~5°,修磨橫刃時,應將切削刃與圓柱面轉(zhuǎn)角處修磨成圓角,以增加橫刃強度。由于不銹鋼材料彈性模量較小,切屑層下的金屬彈性恢復大,加之加工過程中加工硬化嚴重,后角太小會加快鉆頭后刀面的磨損,而且增加了切削溫度,降低鉆頭的壽命。
2276
數(shù)控編程網(wǎng) ??? 3年前
不銹鋼材料加工難點分析
但是加大頂角后,鉆頭的橫刃變寬,造成切削阻力增大,因而必須對鉆頭橫刃進行修磨,修磨后橫刃的斜角為47°~55°,橫刃前角為3°~5°,修磨橫刃時,應將切削刃與圓柱面轉(zhuǎn)角處修磨成圓角,以增加橫刃強度。由于不銹鋼材料彈性模量較小,切屑層下的金屬彈性恢復大,加之加工過程中加工硬化嚴重,后角太小會加快鉆頭后刀面的磨損,而且增加了切削溫度,降低鉆頭的壽命。
2246
數(shù)控編程網(wǎng) ??? 3年前
絲錐、鉆頭斷在孔里了,如何搞定?
用乙炔火焰或噴燈使絲錐退火,然后用鉆頭去鉆,此時鉆頭直徑應比底孔直徑小,鉆孔也要對準中心,防止將螺紋鉆壞,孔鉆好后打入一個扁形或方形沖頭再用扳手旋出絲錐; 12. 用氣鉆反轉(zhuǎn)取,全靠手感,因為不是直接鉆掉絲錐的,而是用慢速和一點點的摩擦力(類似汽車半離合)讓絲錐跟著轉(zhuǎn)出來的; 13.
2136
機械加工網(wǎng) ??? 4年前
關于鉆井,你想了解的都在這… 
鉆頭體是刮刀鉆頭焊接刮刀片和分水帽的 本體,采用中碳鋼材料 加工而成。下端焊接 刮刀片和分水帽,上端車有絲扣和鉆柱連接 。 刮刀片又稱刀翼,是刮刀鉆頭主要工作部 件。 2)刮刀鉆頭工作原理 刮刀鉆頭以切削方式破碎巖石。刮刀鉆頭在 軟的塑性地層工作時,其切削過程類似于刀具切削軟金屬。
10134 3
化工活動家 ??? 3年前
精沖工藝與旋壓工藝,高技術含量的制造工藝 
旋壓-MetalSpinning 旋壓是一種綜合了鍛造、擠壓、拉伸、彎曲、環(huán)軋、橫軋和滾擠等工藝特點的少無切削加的先進工藝,將金屬筒坯、平板毛坯或預制坯用尾頂頂緊在旋壓機芯模上,由主軸帶動芯棒和坯料旋轉(zhuǎn),同時旋壓輪從毛坯一側(cè)將材料擠壓在旋轉(zhuǎn)的芯模上,使材料產(chǎn)生逐點連續(xù)的塑性變形,從而獲得各種母線形狀的空心旋轉(zhuǎn)體零件
2623
模具設計UG編程教學 ??? 3年前
鉆井的血液—泥漿
保持井底清潔,避免鉆頭重復切削,減少磨損,提高效率。 2) 冷卻和潤滑鉆頭及鉆柱。降低鉆頭溫度,減少鉆具磨損,提高鉆具的使用壽命。 3) 平衡井壁巖石側(cè)壓力,在井壁形成濾餅,封閉和穩(wěn)定井壁。防止對油氣層的污染和井壁坍塌。 4) 平衡(控制)地層壓力。防止井噴,井漏,防止地層流體對鉆井液的污染。 5) 懸浮巖屑和加重劑。
4266 1
化工活動家 ??? 3年前
U鉆:孔加工最常用的刀具之一!
使用U鉆無需預打中心孔,加工出的盲孔底面較為平直,省去了平底鉆頭。9. 使用U鉆技術不但能減少鉆削工具,且因U鉆采用的是頭部鑲硬質(zhì)合金刀片方式,其切削壽命為普通鉆頭的十幾倍,同時,刀片上有四個切削刃,刀片磨損時可隨時更換切削,新的切削節(jié)省了大量磨削和更換刀具時間,能平均提高工效6—7倍。 U鉆在數(shù)控機床上的使用技巧 1.
2694
數(shù)控編程網(wǎng) ??? 4年前
某曲軸多楔輪旋壓成形工藝研究 
旋壓模擬的運動參數(shù)見表1。表1 旋壓模擬運動參數(shù)表旋壓增厚有限元模擬分析旋壓增厚成形過程中,首先進行的是第1 道次旋彎工步,此階段不同成形程度下的等效應力分布如圖3 所示。成形初期,預制板坯外緣緊貼旋輪彎曲外緣處,工件在旋輪剛度及徑向壓力的作用下發(fā)生輕微變形。成形中期,工件外緣部分在旋輪徑向壓力下逐漸發(fā)生彎曲,金屬發(fā)生軸向和切向的流動,形成圓弧狀外緣。
2261 5 3
仿真客 ??? 3年前
鉆井液技術的詳解
保持井底清潔,避免鉆頭重復切削,減少磨損,提高效率。2)冷卻和潤滑鉆頭及鉆柱。降低鉆頭溫度,減少鉆具磨損,提高鉆具的使用壽命。3)平衡井壁巖石側(cè)壓力,在井壁形成濾餅,封閉和穩(wěn)定井壁。防止對油氣層的污染和井壁坍塌。4)平衡(控制)地層壓力。防止井噴,井漏,防止地層流體對鉆井液的污染。5)懸浮巖屑和加重劑。降低巖屑沉降速度,避免沉沙卡鉆。6)在地面能沉除砂子和巖屑。
4358
化工設備人 ??? 3年前
剝開工件,銑出技巧!順銑還是逆銑,如何選擇? 
右旋銑刀 首先,判定刀具是左旋還是右旋可以依據(jù)以下方法。面對豎直放的銑刀,刃槽如果是從左下方往右上方上升,這就是右旋;刃槽如果是從右下方往左上方上升,這就是左旋。右旋也可用右手定則,彎曲的四指為旋向,撬起的姆指為上升方向為右旋。
2478 1 1
數(shù)控編程網(wǎng) ??? 3年前
【知識積累】螺紋知識大總結(jié),三分鐘全面了解設計中常用的螺紋知識 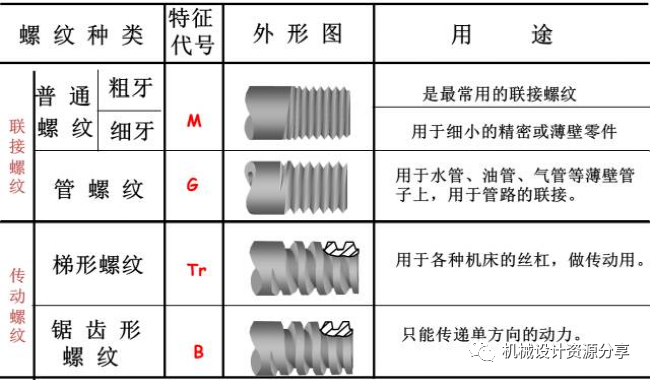
對于鋼件和塑性大的材料:D孔=D-PD孔:螺紋底孔鉆頭直徑D:內(nèi)螺紋大徑P:螺距例:我們要在鋼件上攻M10螺紋計算底孔直徑是多少?根據(jù)公式D孔=D-P=10-1.5=8.5mm 對于鑄鐵和塑性小的材料:D孔=D-(1.05~1.1)P例:我們要在鑄鐵上攻M10螺紋時的底孔直徑是多少?
6574 5
機械發(fā)明愛好者 ??? 2年前
復雜深孔的高效加工方法! 
切削時間縮短80%也不足為奇。一個可以證明能力的例子是刀具和刀片設計方面的專有技術能夠最大化切削刃負載安全。在最佳數(shù)量的刀片上進行負載平衡和優(yōu)化切削作用可允許更高的穿透率,從而縮短加工時間。在精度方面,小公差是深孔加工的專長,其中70%的孔具有同心內(nèi)徑,典型公差0.2mm,直徑公差20微米。
2266
數(shù)控編程網(wǎng) ??? 3年前
數(shù)控加工中心加工螺紋的三種方法
1.先將螺紋底孔加工好之后,用鉆頭加工小直徑的孔,用鏜削加工較大的孔來確保螺紋底孔的精度;2.刀具一般采用1/2圈的圓弧軌跡進行切入、切出,以保證螺紋形狀,刀具半徑補償值應在此時帶入。
2097
數(shù)控編程網(wǎng) ??? 4年前
機械加工后的毛刺怎么處理? 
圖3 銑削毛刺形成因果控制圖1、刀具進入/退出一般情況下,刀具旋出工件時所產(chǎn)生的毛刺比刀具旋入工件時所產(chǎn)生的毛刺大。2、平面切出角平面切出角對底邊切出切削方向毛刺的形成有很大的影響。平面切出角的定義為當切削刃旋出工件終端面時,在過切削刃上一點垂直銑刀軸線的平面內(nèi),該點的切削速度(刀具轉(zhuǎn)速與進給速度的矢量合成)的方向與工件終端面方向之間的夾角。
2263
機械設計師 ??? 4年前
20條/頁 
 8
8 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
