



線切割加工單價常規(guī)計算方法! 
線切割加工費的計算 線切割分為快走絲與慢走絲, 普通線切割一般按線割面積算,工件高度也高相應價也會高。慢走絲的價格大概是普通線切割的10倍左右。慢走絲加工在江浙地區(qū)一般按每小時60元(切割平均效率40-60mm/min),但精度高一點的模具切割要到80元,因為一旦報廢需要陪付材料費。
4528 1 1
數控中國論壇 ??? 3年前
ansys線切割面命令
ANSYS用lsba怎么保留面,我的命令是LSBA,2,5,,keep,keep,輸入完之后線所在的面在線端點外側生成了兩條新線,但是面還是一個面,并沒有分成兩個面
2559
℡ 停止思戀゛ ??? 2年前
ANSYS線切割面?
ANSYS用lasb怎么保留面,我的是lsba,2,5,,keep,kepp
2340 1
℡ 停止思戀゛ ??? 2年前
生產制造 | ESPRIT EDGE中線切割專家系統(tǒng)的應用 
圖12、如下圖二所示,在對應的線切割加工操作里面找到策略點擊右邊按鈕便可以調出線切割專家系統(tǒng)。 圖23、如下圖三所示的三菱機床線切割系統(tǒng),在這個系統(tǒng)中客戶通過輸入線直徑,線材料,工件材料,工件材料等變量,來自動獲得粗精加工的參數,這些參數都可以直接反映到線切割實際加工中。
2247
海克斯康設計與仿真 ??? 5月前
Cr12、Cr12MoV、Cr12Mo1V1有何不同? 
(2)不易進行線切割。由于料中有殘余應力,應該在熱處理前進行線切割,并且線切割時緩慢進行。 Cr12MoV(1)韌性好,含有Mo、V合金元素,熱處理時可進行中、高溫回火提高韌性,在500-520℃回火,硬度可達HRC57-59。(2)耐磨性比Cr12好,含有Mo、V碳化物。(3)熱處理變形裂紋傾向比Cr12小。
3021 1
化工設備人 ??? 4年前
通過 CNC 加工和精密夾具提升自動化生產線效率 
復雜幾何形狀: 例如線切割夾具,其復雜輪廓和高配合要求,必須依賴 CNC 精密加工。材料多樣性: CNC 加工適用于多種材料,是自動化設備所需各類零部件的理想制造方式。線切割夾具的重要性線切割夾具(通常采用電火花線切割 EDM 制作)用于在加工過程中牢固固定復雜或精細的零件。它們對確保加工精度至關重要,廣泛應用于模具嵌件、齒輪或電子零件的加工中。
2353
2103707493 ??? 11月前
日本高鳥研發(fā)出新型碳化硅功率半導體方向的切割設備,可用于10吋晶圓 
線鋸切割以鋼線做刃具,主要分為游離磨料(砂漿線切割)和固結磨料切割(金剛石線鋸切割技術)兩類。目前,碳化硅晶棒的切割技術有:金剛石線切割(固結磨料線鋸切割)、砂漿線切割(游離磨料線鋸切割)、激光切割。線鋸切割技術成熟,是主流切割技術。高鳥家為砂漿線切割工藝,此次研發(fā)的多線切割設備(Multi Wire Saw)可以從直徑為10吋的硅棒(Ingot)上同時切割出多片晶圓。
2778
CINNO ??? 2年前
【機械設計】新人設計易錯點17個:大神實際工作總結 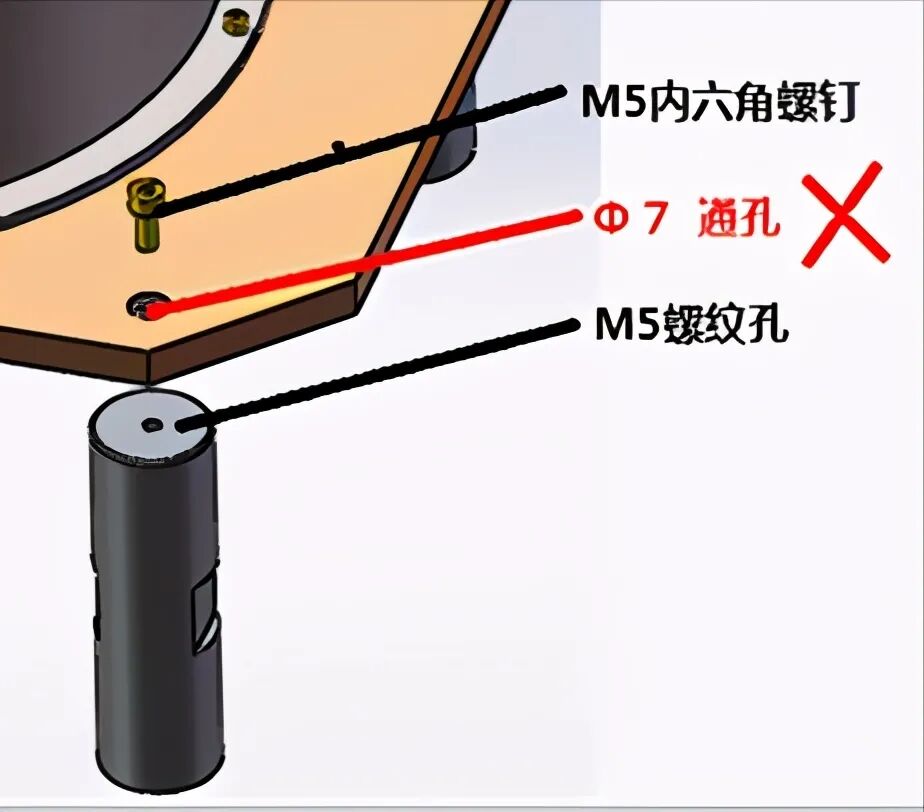
(3)如下圖為一個需要使用線切割或者電火花等特種加工才可以完成的零件,但材料選擇了非金屬(尼龍1010) (×)非金屬材料絕大多數都是絕緣的,二尼龍1010也是,其絕緣的特性決定了其不可用用線切割或者電火花加工。選用非金屬一般考慮減震、潤滑等特性,因此考慮到其特殊的形狀,材料選擇黃銅H62相對接近。11.考慮不到形位公差。
2954 6
機械工程師 ??? 3年前
新人設計易錯點17個:大神實際工作總結 
,但材料選擇了非金屬(尼龍1010) (×)非金屬材料絕大多數都是絕緣的,尼龍1010也是,其絕緣的特性決定了其不可用用線切割或者電火花加工。
2066 1
非標機械論壇 ??? 3年前
高效率低能耗干法超細研磨與分散技術升級,威海圓環(huán)隆重推出氮化硅磨介圈 
氮化硅磨介圈相對氮化硅陶瓷磨介球,氮化硅陶瓷磨介球研磨粉體是點切割,氮化硅磨介圈研磨粉體是線切割,線切割比點切割研磨效率高,氮化硅磨介圈線切割比點切割研磨粉體粒徑分布窄, 粉體粒度形體更整齊,研磨效率也更高。
2404
yanhui5128 ??? 3年前
電機轉子薄板的先進材料-非晶態(tài)金屬:過去,現在和未來 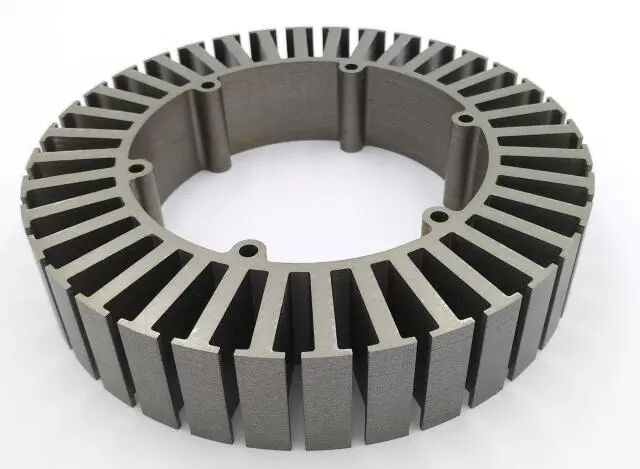
現在轉子加工現狀第一種方法通過多種切割方法來嘗試切割形狀和堆疊層,切割已通過精密沖壓,激光切割,化學蝕刻和放電加工(線切割機床)完成,對于所有這些切割方法,主要缺點是需要切割或沖壓后,需要層壓單個疊片。第二種方法是將這種材料的線圈纏繞成類似于電機形狀的結構,然后切掉該線圈中需要去除的部分。
3052
材料科學與工程技術 ??? 3年前
激光切割金剛石零件怎樣去毛刺除氧化皮機械化自動研磨拋光? 
由于工件采用激光切割工藝加工而成,這種研磨工藝方法也適用其他如等離子、水刀、線切割等超硬材料的精密加工件去毛刺除飛邊氧化皮研磨拋光處理。 1.
2233
jerrylu ??? 2年前
一種用于服務器芯片散熱的液冷板實驗研究 
目前微通道成形技術包括微銑削、微線切割、激光微加工、光刻等。液冷板的焊接方法有回流焊、擴散焊、摩擦焊等。微通道采用電火花線切割加工。雖然微通道液冷板具有優(yōu)良的散熱性能,但微通道液冷板的制造工藝存在一定的弊端。為了保證良好的密封條件,液冷板需要焊接成一個整體。大多數焊接工藝存在成本高、生產效率低的問題。即使采用效率更高的回流焊,微通道也容易被焊料堵塞。
2566
熱管理博覽會 ??? 3年前
金剛石超硬合成材料制品去除毛刺氧化皮自動拋光工藝方法 
由于工件采用激光切割工藝加工而成,這種研磨工藝方法也適用其他如等離子、水刀、線切割等超硬材料的精密加工件去毛刺除飛邊氧化皮研磨拋光處理。 1.
2252
jerrylu ??? 2年前
基于UG模具零件數控銑削編程淺析 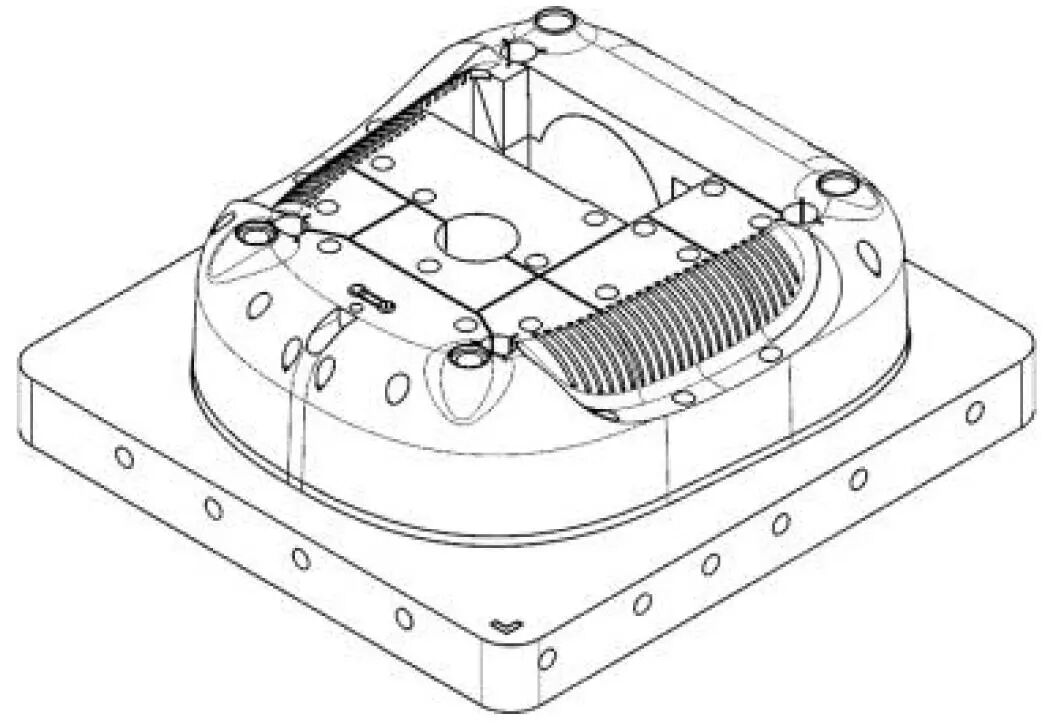
圖1 動模型芯 1 實體整理 動模型芯實體上有推桿孔、筋位、鑲件配合孔、冷卻水孔等,這些位置由電火花或線切割加工,在數控編程前刪除,UG所用的命令是“菜單→插入→同步建模→刪除面”,刪除所有不需要數控銑削加工的特征后,實體如圖2所示。
2448
張偉一 ??? 3年前
滾珠螺桿都用在哪些機械上? 
小編簡單整理了下,如:紡織機械絲桿、鋸床滾珠絲桿、插床絲桿、步進電機絲桿、火花機絲桿、線切割絲桿、剪板機絲桿、數控機床絲桿、貼片機絲桿、機床絲桿、木工機械絲桿、龍門床絲桿、鉆床絲桿、沖床絲桿、雕刻機絲桿、龍門銑床絲桿。 以上可以看到滾珠絲桿在機械行業(yè)里的運用是非常廣泛的,在機械行業(yè)當中產品質量當然是首要的,因為一旦出現異常,不但影響效益還耽誤整體運營。
1926
高技傳動 ??? 3年前
總結了行業(yè)最全機械、模具加工常用的24種金屬材料及其特性! 
高溫回火后具有高硬度、高韌性,線切割性良好。
2274
數控編程網 ??? 3年前
24種常用金屬材料及其特性!
高溫回火后具有高硬度、高韌性,線切割性良好。
2262 2
機械加工網 ??? 3年前
機床越做越爛的原因,終于找到病根,說清楚了! 
就拿線切割來說,50機的床身,上面架80機的工作臺拖板,鑄件本身就用了標號低硬度不夠,再加上超負荷重壓,更容易變形。 以前的老廠家,如上無專,鑄件要放在外面日曬雨淋一年以上來消除應力,現在為追求出貨速度,拿回就加工了,甚至鑄件還是熱的就開始加工了。 鑄件厚度,重量都比前少了很多,有些機床在運輸起吊時就容易裂開,又得回爐。
1951
機械加工網 ??? 4年前
24種常用金屬材料及特性! 
高溫回火后具有高硬度、高韌性,線切割性良好。
2205 2 1
材料科學與工程技術 ??? 4年前
20條/頁 
跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
