



電弧焊+激光熔覆混合金屬3D打印技術(shù),德國(guó)弗勞恩霍夫Collar Hybrid 
德國(guó)弗勞恩霍夫激光技術(shù)研究所正在使用新的系統(tǒng)技術(shù)進(jìn)一步開(kāi)發(fā)了金屬3D打印與環(huán)形激光束和電弧技術(shù),德國(guó)亞琛工業(yè)大學(xué)焊接與連接研究所(ISF)正在使用它開(kāi)發(fā)的混合焊接與環(huán)形聚焦和同軸送絲工藝。這兩個(gè)應(yīng)用案例都是分布式交換機(jī)研究項(xiàng)目“KoaxHybrid”的一部分。最初的測(cè)試結(jié)果顯示,新的混合工藝與電弧焊相比焊接效率提高了大約100%。
2785
南極熊3D打印 ??? 3年前
comsol TIG電弧數(shù)值模擬 
本文以文獻(xiàn)結(jié)果為基準(zhǔn),采用comsol多物理場(chǎng)模塊,對(duì)TIG焊接電弧進(jìn)行數(shù)值模擬。其中引用的方程有電流、磁場(chǎng)、固體和流體傳熱、層流,通過(guò)多物理場(chǎng)接口將各個(gè)方程聯(lián)系起來(lái),構(gòu)成電弧仿真的基本數(shù)學(xué)模型。文獻(xiàn)[1]的幾何模型如下所示,其中HI為鎢陽(yáng)極,DG為陰極,AHIB為陰極,GFED為陽(yáng)極,HGDCBI為流體域,具體幾何尺寸可參考論文。
2882 2 1
lnw_2807 ??? 3年前
comsol電弧模型 
comsol電弧MHD模型,包括電磁場(chǎng)、傳熱場(chǎng)和流體場(chǎng)四個(gè)物理場(chǎng)之間的多物理場(chǎng)耦合。
2091 2
Fox_2865 ??? 4年前
同軸送粉TIG熔覆過(guò)程數(shù)值模擬與試驗(yàn)研究 
表1 邊界條件2.5模擬結(jié)果與分析2.5.1 傳熱過(guò)程模擬同軸送粉TIG熔覆過(guò)程電弧的溫度場(chǎng)分布如圖4所示。圖4a為130 A電流下電弧的溫度分布云圖。可以看出,電弧形態(tài)呈鐘罩狀,其溫度場(chǎng)近似于傳統(tǒng)TIG焊電弧的溫度場(chǎng),鎢極尖端和工件之間存在較大的溫度梯度。圖4b為電弧中心軸向溫度分布曲線。
2744 2
學(xué)時(shí)習(xí) ??? 2年前
【專業(yè)知識(shí)】焊鐵鋁銅不銹鋼要采用什么焊接方式,好好收藏! 
銅及銅合金的焊接有許多困難,因?yàn)樗鼈兊膶?dǎo)熱性特別好,所以容易造成焊不透和熔合不好等缺陷。焊后工件要產(chǎn)生較大的變形,焊縫及熔合區(qū)也容易產(chǎn)生裂紋和大量的氣孔。接頭的機(jī)械性能,尤其是塑性和韌性都低于母材。焊接紫銅可以采用氣焊,但效率太低、變形大,而且還要預(yù)熱到400℃以上,勞動(dòng)條件也不好。手工電弧焊可用銅107或銅227的焊條,電源用直流反接,電弧盡量壓低,采用直線往返形運(yùn)條法,以改善焊縫成形。
2508
機(jī)械工程師 ??? 4年前
TIG電弧數(shù)值模擬 
基于Fluent模擬TIG電弧燃燒_彭小飛 3. 基于FLUENT的TIG焊接電弧數(shù)值模擬_楊曉鋒 綜上,在二維軸對(duì)稱TIG電弧仿真這方面也可采用Comsol。由于Comsol收斂性較差,在電弧仿真過(guò)程中經(jīng)常調(diào)節(jié)求解器或者邊界條件,以此使計(jì)算收斂。
2489 1 1
lnw_2807 ??? 3年前
TIG電弧數(shù)值模擬 
基于 FLUENT 的 TIG 焊接電弧數(shù)值模擬 _ 楊曉鋒 綜上,在二維軸對(duì)稱 TIG 電弧仿真這方面也可采用 Comsol 。由于 Comsol 收斂性較差,在電弧仿真過(guò)程中經(jīng)常調(diào)節(jié)求解器或者邊界條件,以此使計(jì)算收斂。
3067
lnw_2807 ??? 3年前
【汽車工藝】汽車制造中多種焊接方法大總結(jié) 
MIG焊 熔化極氣體保護(hù)電弧焊是采用連續(xù)等速送進(jìn)可熔化焊絲與焊件之間的電弧作為熱源熔化焊絲和母材金屬,形成熔池和焊縫的焊接方法。為了得到良好的焊縫應(yīng)利用外加氣體作為電弧介質(zhì)并保護(hù)熔滴、熔池金屬及焊接區(qū)高溫金屬免受周圍空氣的有害作用。 優(yōu)點(diǎn): GMAW法可以焊接所有的金屬和合金。 克服了焊條電弧焊法條長(zhǎng)度的限制。 能進(jìn)行全位置焊。 電弧的熔敷率高。
4176 2
芝能汽車 ??? 3年前
鋁合金的焊接方法和材料選用大全 
2 鋁合金的鎢極氬弧焊(TIG焊) 也稱為鎢極惰性氣體保護(hù)電弧焊,是利用鎢極與工件之間形成電弧產(chǎn)生的大量熱量熔化待焊處,外加填充焊絲獲得牢固的焊接接頭。氬弧焊焊鋁是利用其“陰極霧化”的特點(diǎn),自行去除氧化膜。
3459 2
金屬加工前沿 ??? 3年前
鋼結(jié)構(gòu)焊接工藝模板 
為了防止咬肉,應(yīng)壓低電弧變換焊條角度,使焊條與焊件垂直或由弧稍向下吹。 3.2.3 橫焊:基本與平焊相同,焊接電流比同條件平焊的電流小10%~15%,電弧長(zhǎng)2~4mm。焊條的角度,橫焊時(shí)焊條應(yīng)向下傾斜,其角度為70°~80°,防止鐵水下墜。根據(jù)兩焊件的厚度不同,可適當(dāng)調(diào)整焊條角度,焊條與焊接前進(jìn)方向?yàn)?0°~90°。
2668
化工設(shè)備人 ??? 4年前
焊接知識(shí):鑄鐵焊接集錦 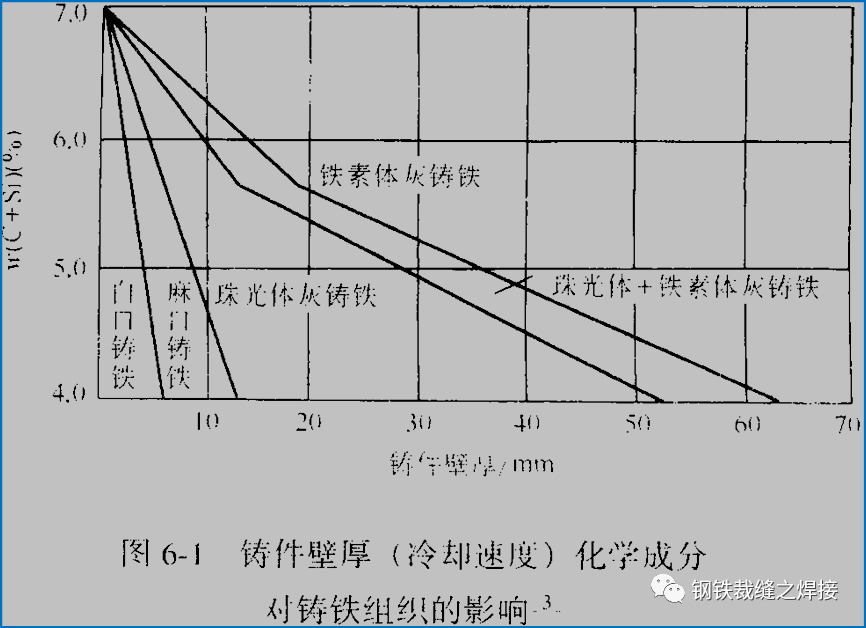
2.冷焊工藝要點(diǎn)(1)保證電弧穩(wěn)定及焊透情況下均應(yīng)采用合適的最小電流焊接。(2)異質(zhì)焊縫電弧冷焊時(shí),應(yīng)采用短段焊、斷續(xù)分散焊及焊后錘擊的冷焊工藝。3.厚大件多層焊的焊補(bǔ)工藝特點(diǎn)1)合理安排多層焊焊接順序;2)必要時(shí)采用栽絲法:栽絲法多用于承受較大工作應(yīng)力的厚大焊件(如大型機(jī)器機(jī)座等)的裂紋焊補(bǔ)。
4353 2
金屬加工前沿 ??? 3年前
電弧放電仿真 
本案例基于COMSOL軟件多個(gè)物理場(chǎng)模擬了電弧放電的過(guò)程,模擬結(jié)果如圖所示: 感興趣的朋友,歡迎交流合作!
2287
C乘風(fēng)破浪 ??? 2年前
小型斷路器二維電弧磁吹與氣吹數(shù)值模擬 
查閱一些文獻(xiàn)(這里就不列舉出來(lái)了),斷路器電弧的研究還是以二維物理模型為出發(fā)點(diǎn),一是三維對(duì)于Comsol而言計(jì)算量很大,帶不動(dòng),而采用Fluent計(jì)算三維斷路器電弧,其耦合方程受限,沒(méi)較高編程能力很難做出來(lái)。因此,作為一般軟件使用者,大部分采用Comsol軟件進(jìn)行二維電弧仿真,其實(shí)現(xiàn)在有人用STARCCM去研究三維斷路器電弧,官方宣傳片也播了出來(lái)。
4460 2
lnw_2807 ??? 3年前
焊材焊接的種類與方法 
焊接種類方法:1、焊條電弧焊:原理——用手工操作焊條進(jìn)行焊接的電弧焊方法。利用焊條與焊件之間建立起來(lái)的穩(wěn)定燃燒的電弧,使焊條和焊件熔化,從而獲得牢固的焊接接頭。2、埋弧焊(自動(dòng)焊):原理——電弧在焊劑層下燃燒。利用焊絲和焊件之間燃燒的電弧產(chǎn)生的熱量,熔化焊絲、焊劑和母材(焊件)而形成焊縫。屬渣保護(hù)。
2163
河南匯金正和焊材 ??? 3年前
做工地,電渣壓力焊技術(shù)要點(diǎn)你知道多少? 
電渣壓力焊是建筑主體施工時(shí)經(jīng)常遇見(jiàn)的操作工藝。今天就來(lái)聊聊電渣壓力焊注意事項(xiàng)。一、什么是電渣壓力焊鋼筋電渣壓力焊是指將兩鋼筋安放成豎向?qū)有问剑煤附与娏魍ㄟ^(guò)兩鋼筋端面間隙,在焊劑層下形成電弧過(guò)程和電渣過(guò)程,產(chǎn)生電弧熱和電阻熱,熔化鋼筋,加壓完成的一種壓焊方法。
3958 2
機(jī)電安裝 ??? 4年前
焊接缺陷及防治措施 
七、母材表面電弧擦傷(弧疤) 1、現(xiàn)象 電弧擦傷也叫弧疤或弧斑,多是由于偶然不慎使焊條或焊把與焊接工件接觸,或地線與工件接觸不良短暫地引起電孤,而在焊接工件表面留下的傷痕,形成許多小圓孔和凹坑。 2、原因分析 操作不慎,使焊條或焊把裸露部分與非焊接部位接觸,短暫地引起電弧,將母材表面擦傷,形成許多小圓孔和凹坑。
4198
化工設(shè)備人 ??? 4年前
9Ni鋼焊接工藝 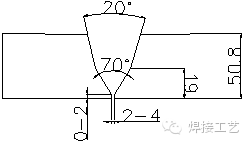
圖1 坡口細(xì)節(jié)5.2 焊接順序及焊道布置 打底層采用氬弧焊的方法焊接,為了保證根部焊道成形和手工電弧焊填充出現(xiàn)燒穿現(xiàn)象,打底焊至少要焊兩層,焊肉厚度至少達(dá)到6mm,采用手工電弧焊填充。焊層布置順序如圖2所示。
2851 1
化工設(shè)備人 ??? 3年前
焊接時(shí)該如何避免夾渣? 
當(dāng)立焊或仰焊時(shí),使用較小的焊槍角度。3.使用正確的焊接速度當(dāng)焊槍角度合適時(shí),正確的焊接速度是保證電弧指向容磁前端的 1/3 處。4. 使用正確的焊接操作焊條電弧焊時(shí),保持弧長(zhǎng)不超過(guò)焊條直徑;將電弧擺動(dòng)寬度保持小于兩倍焊材直徑。盡量將電弧保持在可以在焊縫中均勻熔化金屬的位置。盡量避免頻繁的停止和重新啟動(dòng)。5.
2198
河南匯金正和焊材 ??? 2年前
斷路器開(kāi)關(guān)電弧仿真 
對(duì)于斷路器電弧的研究,主要包括開(kāi)關(guān)分?jǐn)噙^(guò)程中起弧過(guò)程、弧根移動(dòng)與躍遷及金屬柵片切割電弧這三個(gè)過(guò)程。采用comsol軟件,對(duì)簡(jiǎn)單二維電弧的上述三個(gè)過(guò)程進(jìn)行數(shù)值模擬,結(jié)合仿真結(jié)果,分析電弧的運(yùn)動(dòng)特性,指導(dǎo)后續(xù)的產(chǎn)品改進(jìn)。 本次模擬對(duì)象的幾何模型如下圖所示。圖1和圖2差別在于,圖1動(dòng)觸頭向下分?jǐn)啵鴪D2動(dòng)觸頭向上分?jǐn)唷?/div>
3718 3 5
lnw_2807 ??? 3年前
TIG、MIG 、MAG 焊接的區(qū)別對(duì)比!一次整明白! 
以外加氣體作為電弧介質(zhì),并保護(hù)金屬熔滴、焊接熔 池和焊接區(qū)高溫金屬的電弧焊方法,稱為熔化極氣體保護(hù)電弧焊。用實(shí)芯焊絲的惰性氣體(Ar 或 He)保護(hù)電弧焊法稱為熔化極惰性氣體保護(hù)焊, 簡(jiǎn)稱 MIG 焊。 MIG 焊接除用金屬絲代替焊炬內(nèi)的鎢電極外,其它和 TIG 焊一樣。因此,焊絲由電弧熔化,送入焊接區(qū)。電力驅(qū)動(dòng)輥按照焊接所需從線軸把焊絲送入焊炬,熱源也是直流電弧。
4707 1
化工設(shè)備人 ??? 3年前
20條/頁(yè) 
跳至頁(yè)

技術(shù)鄰APP
工程師必備
工程師必備
- 項(xiàng)目客服
- 培訓(xùn)客服
- 平臺(tái)客服
TOP
