



帶鋼C翹調整方法 
2、拉矯機方式 拉矯機C翹調整方法主要包括增加彎曲輥壓下量、調整矯直輥壓下量。 針對帶鋼上翹情況主要減小2號矯直輥壓下量或者加大1號矯直輥壓下量單次調整量為2-3mm。如果調整矯直輥壓下量效果不明顯則再調整1號彎曲輥壓下量單次調整量為2-3mm。 針對帶鋼下翹情況主要加大2號矯直輥壓下量單次調整量為2-3mm。
2049
冷軋電氣控制 ??? 3年前
做工地,電渣壓力焊技術要點你知道多少? 
2、彎折1.矯直鋼筋端部;2.注意安裝和扶持上鋼筋;3.避免焊后過快卸夾具;4.修理或者更換夾具。3、咬邊1.減少焊接電流;2.縮短焊接時間;3.注意上鉗口的起點和止點,確保上鋼筋頂壓到位。
3959 2
機電安裝 ??? 4年前
輕松解決注塑件翹曲、彎曲和扭曲問題 
或把翹曲的制品放在矯直器上,一同放入制品熱變形溫度附近的熱水中,簡單地用手矯直。但要注意熱水的溫度不能太高,否則會使制品的變形更加歷害。翹曲矯正后不可在制品上留有斑痕。
2533 1
模具論壇 ??? 4年前
MOS管輸入電阻很高,為什么一遇到靜電就不行 
對器件引線矯直彎曲或人工焊接時,使用的設備必須良好接地。 MOS電路輸入端的保護二極管,其導通時電流容限一般為1mA,在可能出現過大瞬態輸入電流(超過10mA)時,應串接輸入保護電阻。因此應用時可選擇一個內部有保護電阻的MOS管應。還有,由于保護電路吸收的瞬間能量有限,太大的瞬間信號和過高的靜電電壓將使保護電路失去作用。
3933 4 4
電子產品世界 ??? 2年前
LS-DYNA 管材冷彎成形 
ERW焊管主要采用輥壓成型工藝,通常包括開卷、調平、輥軋成型、焊接、定徑、矯直等多種工藝。然而,在工業生產中,冷輥軋成形主要采用試錯法。工件隨著各輥組的轉動而逐漸連續變形,形成一個圓形的十字形管。由于材料非線性、幾何非線性和邊界非線性,板料輥軋成形過程非常復雜。然而,花卷設計和花型設計主要依靠工人的經驗,理論指導和參考較少。
2814 7 5
陽普科技 ??? 4年前
BTTZ電纜的十種敷設方式 
四、沿墻面及平頂敷設1、沿墻面及平頂敷設時,首先必須將礦物絕緣電纜矯直,而后再牢靠地固定于墻面或平頂上。做好后應是整齊、美觀,其固定間距應符合規定的要求。遇到轉彎處,電纜彎曲半徑應符合表2要求,在彎頭兩側100mm處均應用電纜卡子固定。
3771
電線電纜那些事 ??? 3年前
淺談高鐵結構與新材料應用 
這 5 家鋼廠的主要生產設備,包括頂底復吹轉爐、爐外精煉、真空處理爐、大方坯連鑄機、萬能軋制機組、復合矯直機、鋼軌在線檢測中心和聯合機床等,采用先進的連鑄、萬能軋制等生產工藝,均已具備現代化的鋼軌生產能力,可滿足生產高速、重載鐵路等高檔次鋼軌的需要。
4297
材料科學與工程技術 ??? 3年前
煉焦、燒結、球團、煉鐵、煉鋼、軋鋼等數十張工藝圖詳解 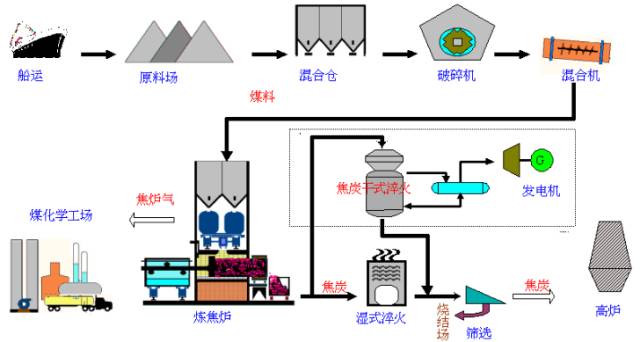
經矯直后再依訂單長度切割成塊,方塊形即為大鋼胚,板狀形即為扁鋼胚。此半成品視需要經鋼胚表面處理后,再送軋鋼廠軋延。熱軋第一熱軋生產流程熱連軋熱軋生產流程>第一熱軋鋼帶生產流程:熱軋鋼帶工場主要制程是將扁鋼胚加熱后,經粗軋機及精軋機軋延成鋼帶,并以層流冷卻系統噴水冷卻至適當溫度,再由盤卷機卷成粗鋼卷。
5741 1
冶金焦化 ??? 3年前

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
