



案例 | 重力鑄造澆注系統的氣泡追蹤 
可針對澆注系統進行優化設計,以減少氣泡產生的問題。
2381 1
FLOW3D 流體仿真 ??? 1年前
運用 FLOW-3D CAST 在砂模鑄造的澆注系統方案設計 
充型溫度分布(新的澆注系統設計)新的澆注系統與舊的澆注系統差異 FLOW-3D CAST可提供流體的表面積變化量,表面積變化量越大,代表該流場越紊亂,越可能造成充型過程中卷入氣體。 新的澆注系統明顯優于舊的澆注系統設計。
2542
FLOW3D 流體仿真 ??? 1年前
以發動機缸蓋類、輪類鑄件為案例,分析鑄件澆注系統、冒口設計、上下箱設計! 
2.2可優化設計澆注系統 圖5至圖8所示的鑄件澆注位置及分型面設置方案,因鑄件結構全部設置于下箱、及創造工藝條件將鑄件全部結構或鑄件重要結構設置于下箱,其為鑄件澆注系統的優化設置創造了基礎(工藝)條件,鑄件可很好地設計出頂注式澆注(系統)方式。
2475
鑄造工程師 ??? 4年前
基于Python深度學習的鯊魚識別分類系統 
圖5 基于深度學習的鯊魚識別分類系統演示界面最后,有相關需求歡迎通過公眾號“320科技工作室”與我們聯絡。
2525
320科技工作室 ??? 1年前
水利管道輸水系統的分類,有哪些? 
01按壓力獲取方式分類 按壓力獲取方式不同可分為機壓輸水系統和自壓輸水系統。 1.機壓(水泵提水)輸水系統它又分為水泵直送式和蓄水池式。
3890
水中的魚 ??? 3年前
什么是最佳澆注?如何選用澆注機?解答澆注機常見的幾大問題 
如果由于澆注系統設計不佳,鐵水無法及時流入鑄型,導致無法在規定時間完成澆注;如果由于澆注系統設計過大,導致鐵水無法充滿澆口杯,導致氧化渣、型砂、氣體直接進入鑄型,引發沖砂、夾渣、氣孔缺陷;如果澆注系統設計問題或者型砂透氣性不佳,引發噴濺等等;這一切都與澆注無關。
2829
鑄造工程師 ??? 4年前
澆注工藝對減少鑄造缺陷有哪些作用 看實戰案例 
大型鑄件的特點是尺寸大,即體積大、質量重、澆注的鐵液多、壁厚相對較厚,形狀有的簡單、有的復雜;不同領域的鑄件,具有不同的要求。大型鑄件澆注系統設計及澆注需掌握的主要原則為分散底注(分層注人效果最好),快速澆注(多加出氣冒口),高溫澆注(加強芯子排氣)。1.分散底注式澆注圖2為分散底注式澆注系統圖。
2351 1
鑄造工程師 ??? 3年前
4種鑄件澆注方式對應鑄件類型全面解析 
大型鑄件的特點是尺寸大,即體積大、質量重、澆注的鐵液多、壁厚相對較厚,形狀有的簡單、有的復雜;不同領域的鑄件,具有不同的要求。大型鑄件澆注系統設計及澆注需掌握的主要原則為分散底注(分層注人效果最好),快速澆注(多加出氣冒口),高溫澆注(加強芯子排氣)。1.分散底注式澆注圖2為分散底注式澆注系統圖。
5036
鑄造工程師 ??? 4年前
汽車模具分類及制造工藝 
一、汽車塑料模具分類 汽車塑料模具分類的方法很多,按照塑料制件成型加工的方法的不同可以分為以下幾類:·注射模注射模又稱注塑模。這種模具的成型工藝特點是,將塑原材料放置在注射機的加熱料筒內。塑料受熱熔融,在注射機的螺桿或柱塞推動下,經噴嘴和模具的澆注系統進入模具型腔,塑料在模具型腔內經保溫、保壓、冷卻固化成型。
2545 1
Im智能注塑 ??? 4年前
消失模鑄造氣孔缺陷解決方法
(3)澆注系統不合理,澆注和充型速度過快,金屬型排氣不良,使金屬液在澆注和充型過程中產生紊流、渦流或斷流而卷入氣體,在鑄件中形成卷入性氣孔。(4)合金液易可吸氣,在熔煉和澆注過程中未采取有效的精煉、保護和凈化措施,使金屬液中含有大量氣體、夾渣和夾氣成分,在充型和凝固過程中形成析出氣孔和反應氣孔。
2678
鑄造工程師 ??? 3年前
直列氣缸體立澆鑄造工藝設計 
充型時間為13 s,根據鑄造仿真結果修正確定澆注系統的截面積與結構,澆注系統參數如表3所示,結構如圖4所示。3 澆注系統參數圖4 澆注系統示意圖 為保證砂芯排氣通道,水套和油氣室部位由于產品結構特殊,產品要求該部位具有高的密封性。
4338 3
鑄造工程師 ??? 2年前
改變鑄件澆注入水位置,能解決哪些問題?
1 前言鑄鋼件的澆注系統不像鑄鐵件那樣要充分考慮集渣、孕育等方面的功能,因而工藝人員對于鑄鋼件澆注系統的設計細節往往不太講究,特別是對于入水位置的選擇往往比較隨意。因此而造成了一系列的產品質量問題,甚至于面對這些質量問題工藝人員往往習慣性從鋼水質量、工藝補縮和操作方面去查找原因,耽誤質量問題的解決。韶鑄鑄鋼分廠在澆注系統設計方面走過不少彎路,也積累了不少解決該類問題的經驗。
2302 2 3
鑄造工程師 ??? 3年前
鋁合金薄壁殼體低壓鑄造工藝方案設計 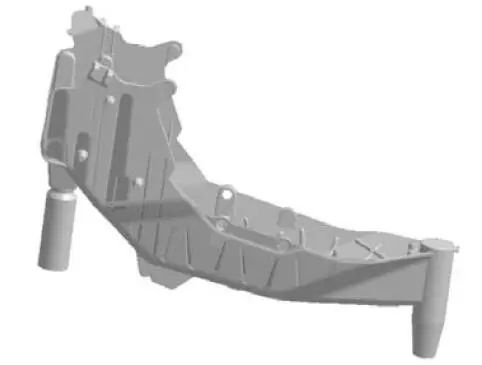
因此,設計了縫隙式澆注通道如圖4所示。根據澆道的分布,設計了T型橫澆道。 圖4 優化后的澆注系統圖綜上所述,設計了如圖4的澆注系統,用此澆注系統在Procast中模擬得到如圖5所示的結果。通過澆注系統優化,鑄件缺陷從3.84 cm3減少到0.68 cm3,使鑄件缺陷減少了82.29%,大幅度減少了鑄件鑄造缺陷。
3277
鑄造工程師 ??? 3年前
鑄造環節控制要點匯總:碾砂、造型、熔煉、澆注、清理、檢查 
選擇合理的澆注系統,使鑄件順序凝固,以得到組織均勻的鑄件。 (3)合箱:合箱是一個不可忽視的重要環節,鑄型表面的浮砂要清理干凈,按印記對合,注意錯箱量,是減少鑄件偏箱的重要手段。 (4)下芯:下芯時要平穩,清理浮砂。砂芯的位置要放置好以防偏芯的產生。
2571
鑄造工程師 ??? 4年前
如何選定消失模鑄造工藝參數?探究消失模鑄造大口徑球墨鑄鐵管件生產關鍵 
澆注系統選用0.020g/cm3泡沫塑料(EPS)板材制作。如圖一大口徑球墨鑄鐵管件泡沫模樣。 2.2 澆注系統 鑄件在砂箱中可以有不同的放置位置,可采用底注式、側注式、頂注式、階梯式等不同的澆注方式,這些澆注方式各有各的特點。
2701
鑄造工程師 ??? 4年前
離心鑄造工藝講解 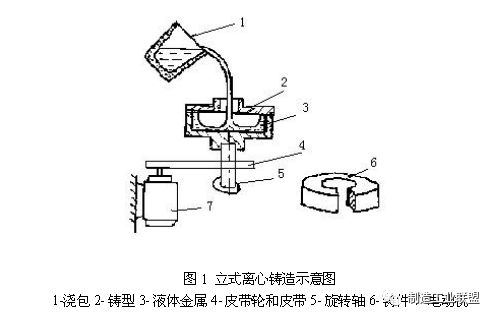
澆注系統:離心鑄造時的澆注系統主要指接受金屬的澆杯和與它相連的澆注槽,有時還包括鑄型內的澆道。 澆注定量:離心鑄件內徑常由澆注金屬液的數量決定,故在離心澆注時,必須控制澆入型內的金屬液數量,以保證內徑大小。離心澆鑄工藝 1 概述 離心鑄造是將液體金屬澆入旋轉的鑄型中,使液體金屬在離心力的作用下充填鑄型和凝固形成的一種鑄造方法。
5718 4
鑄造工程師 ??? 2年前
知識篇——消失模鑄件炭黑、與皺皮缺陷怎樣消除? 
大件出現在上部;15-20mm現在側面或鑄件的死角部位,這與澆注系統(頂注、底注、側注、階梯注)有關。
4894 4 1
鑄造工程師 ??? 2年前
什么是鑄造?鑄造的6大常用方法,14種缺陷分析及控制 
a)立式離心鑄造 b)立式離心澆注成形鑄件 c)臥式離心鑄造 1,16—澆包 2,14—鑄型 3,13—液體金屬 4—帶輪和帶 5—旋轉軸 6—鑄件 7—電動機8—澆注系統 9—型腔 10—型芯 11—上型 12—下型 15—澆注槽 17—端蓋 優點: 用離心鑄造生產空心旋轉體鑄件時,可省去型芯、澆注系統和冒口; 由于旋轉時液體金屬在所產生的離心力作用下
4431 1
鑄造工程師 ??? 4年前
大型混流式水輪機轉輪用鑄鋼件夾雜缺陷預測與工藝優化 
由于厚度最大位置處于圓環中上部為了補縮通道的暢通,以此方位設計澆注系統和補縮系統,鑄件外包絡盒尺寸為1484mmx1710mmx1710mm,為了保證金屬液澆注平穩對底部型砂沖擊小,同時利于夾渣氣的上浮,采用階梯式澆注系統。冒口設計需要添加補貼,以保證冒口補貼和鑄件組成的區域厚度,呈現由大至小的變化,方便金屬液的補縮,具體情況如圖 1b)所示。
4282 1
雙螺桿泵 ??? 2年前
消失模工藝鑄件含碳量超標的9大主要原因分析及操作要點匯總 
采用雨淋式澆注系統對低碳鋼鑄件進行澆注,將造成鑄件增碳、滲碳、積碳的工況和條件增大,使鑄件產生嚴重的缺陷而不宜使用。
2304
鑄造工程師 ??? 4年前
20條/頁 
 56
56 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
