



LS-DYNA 管材冷彎成形 
1、、項目的工程意義和代表性 冷彎成型是一種傳統工藝,廣泛用于制造成本效益高的焊管,其中金屬工件是經過多組軋輥逐步成形。根據初始橫截面和最終型材的幾何形狀以及要施加的應變增量,給出不同類型的輥子,每組輥子都具有特定的功能。
2813 7 5
陽普科技 ??? 4年前
一種車用攝像頭殼體冷擠壓成形工藝與模具設計 
圖1 產品圖設備選型此系列產品冷擠壓成形噸位預估不足60t,雖然成形噸位小,但因設備噸位限制,故只能選用500t油壓機。成形工藝與模具設計此系列產品結構可使用型材冷擠壓一次成形,冷擠壓對坯料重量、體積和端面的要求較高,需采用精密鋸切下料。型材鋸切后的坯料形狀、尺寸見圖2;模具結構簡圖如圖3所示。
2813 1
FMMM ??? 4年前
abaqus仿真,求冷彎仿真教程?
求冷彎仿真的教程
2532 6
王澤華 ??? 1年前
ABAQUS鋼框架-冷彎薄壁型鋼-OSB板組合剪力墻滯回分析-碩士學位論文復現 

本教程針對某篇碩士學位論文中的鋼框架-冷彎薄壁型鋼-OSB板組合剪力墻滯回試驗進行復現,通過“漸進思想”,逐步擊破類似復雜組合結構滯回分析的各個難點。復現結果表明:1、 滯回曲線和試驗吻合一致,出現完美的捏縮和下降段2、 破壞形態與試驗一致,鋼框架在柱底和梁柱節點處發生連接失效,同時冷彎薄壁型鋼發生局部屈曲。本教程對已有模型進行講解,講解累積時長約1.5h。?
123
會CAE的喵星人 ??? 2年前
請教各位專家,simufact冷或熱成形仿真時,如可在結果中顯示接觸狀態?
請教各位專家,simufact冷或熱成形仿真時,如可在結果中顯示接觸狀態?
3529 1
吳慶淼(浙江尤奈特電機 ??? 2年前
冷沖壓與熱沖壓的區別是什么?什么叫沖壓? 
沖壓技術包含多種形式,其中用的最多的就是是冷沖壓和熱沖壓、折彎、翻邊等。
3715 3
2103707493 ??? 2年前
折彎克服回彈的方法
如果前一工序成形折彎點跟后一工序成形的折彎點相同,那么前一工序成形折彎失效,仍相當于一次成形。
3392
模具論壇 ??? 4年前
自主仿真 | 基于PERA SIM的板折彎成型分析-折彎成型、非線性、塑性 
摘要:本文基于安世亞太自主研發的結構仿真軟件PERA SIM Mechanical建立了折彎成形仿真的過程,從導入幾何模型開始,到劃分全六面體網格、賦予模具和板料不同的材料參數、施加邊界條件和載荷模擬折彎過程,以及設置非線性分析參數、進行非線性分析調試,最終得到分析結果,實現了板料折彎成形的全過程3D仿真。
2224 1
安世亞太 ??? 2年前
金言 | 我對鍛壓行業高質量發展的認識-鍛壓行業的重要性 
沖壓包括冷沖壓成形和熱沖壓成形兩大類。 鈑金與制作,用簡單、通用性工具,使金屬板材、管材和型材發生變形或分離,按照預期要求成為零件或結構件的加工過程稱為鈑金與制作。 鈑金與制作是一種綜合冷成形工藝。
4597 5
數控編程網 ??? 3年前
液壓成形,一種新的先進制造技術 
與普通拉深一樣,壓力過大,在凸坎與直壁相接處容易成形爆破。工藝的基本過程是先由平板或經過輥彎的單曲率殼板組焊成封閉多面殼體,然后再封閉多面殼體內充滿液體介質(通為水),并通過一個加壓系統向封閉多面殼體內施加內壓,在內壓作用下殼體產生塑性變形而逐漸趨向于球殼。對于單曲率殼體,該工藝的主要工序為:下料---彎卷---組裝焊接---液壓成形。
3804 10 4
鑄造工程師 ??? 3年前
超越離合器齒輪冷擠壓工藝的仿真分析與研究 
圖8 改進后的最終成形的速度和流動應力圖圖9 改進后的最終成形的有效應變圖圖10 改進后的擠壓過程的行程一載荷曲線結束語 用冷擠壓成形技術來成形復雜內型腔類零件—超越離合器齒輪,具有傳統切削加工工藝所不可比擬的優點:材料利用率高,生產效率高,零件精度高,使用壽命高。目前采用一次性將該超越離合器齒輪的內曲面外齒形擠壓成形是最經濟、最理想、最有效的成形工藝方法。
2985 4 3
FMMM ??? 4年前
【技術熱點】“該是關注千兆帕高強鋼冷沖壓的時候了!” 
多年來,1.5GPa鋼已經采用輥壓成形工藝,為汽車白車身制造相對簡單的型材。如今,冷沖壓技術的系統性進步為白車身設計師和制造工程師提供了機會,可以為中等復雜輪廓零件沖壓1.5GP鋼,而不只依賴熱沖壓工藝。冷成形千兆帕鋼的優勢冷成形的優點:1.成本可減少28%。由于熱沖壓的運營成本明顯更高,冷成形工藝比熱成形的成本要低得多。
4367
熱成形產業聯盟 ??? 2年前
汽車沖壓生產車間工藝概述 
冷沖壓的特點:產品尺寸穩定,精度高,重量輕,剛度好,互換性好,高效低耗,操作簡單,易于實現自動化。三、冷沖壓基本工序的分類冷沖壓概括起來分兩大類:成形工序和分離工序。1. 成形工序是坯料在不破裂的條件下產生塑性變形而獲得一定形狀和尺寸的沖壓件。成形工序分:拉延、彎曲、翻邊、整形等。拉延:利用拉延模使平面坯料(工序件)變成開口空心件的沖壓工序。
2805 1
金屬加工前沿 ??? 3年前
基于MSC.marc的粉末冷壓縮與熱等靜壓成形 
基于MSC.marc的粉末等靜壓有限元模擬 粉末冶金是使用金屬粉末,或金屬粉末與非金屬粉末的混合物作為原料,經過壓制成形和燒結,制造各種類型產品的工藝過程。 粉末壓制工藝過程通常會采用MSC.Marc軟件進行分析,采用粉末體本構方程----Shima-Oyane屈服函數----分析粉末金屬流動規律和相對密度分布規律。
9269 25
南風CAEer ??? 2年前
沖壓成形:彎曲件,沖裁件,拉伸件沖壓工藝介紹 
彎曲按加工材料的不同,可分為板料彎曲、管料彎曲、型材彎曲、棒料彎曲等;按彎曲成形所用設備的不同,又可分為折彎、滾彎、拉彎、輥彎等。彎曲件加工的精度與很多因素有關,如彎曲件材料的力學性能和材料厚度、模具結構和模具精度、工序的多少和工序的先后顧序以及彎曲件本身的形狀尺寸等。精度要求較高的彎曲件必須嚴格控制材料厚度公差。
5971 2
金屬加工前沿 ??? 3年前
大直徑薄壁鋼管縮徑成形工藝研究 
一次冷擠壓成形模擬采用一次冷擠壓成形,模具剖面結構如圖2 所示,成形分析結果如圖3 所示。由圖3 可知,采用一次冷擠壓成形工藝,最大成形力達1200kN。未變形區的變形抗力達到屈服極限,發生軸向塑性失穩,中間部分產生扭曲變形,因此一次冷擠壓成形方案不可行。
3253 1
FMMM ??? 4年前
鈑金L型折彎的總結 
包料折彎轉角處要開工藝槽,以便加工后無擠料變形;內包料折彎==>先折曲A,B后折曲C;外包料折彎==>先折曲C后折曲A,B。 3)特殊情況下使用下模V槽之情形 (1)(5T-1)V =>a. 展開系數(實際)大,用小V折曲; b. 一般折彎無法折曲成形,用小V折曲但折彎系數要加大。 (2)(5T+1)V =>a.
3311
機械學霸 ??? 4年前
某曲軸多楔輪旋壓成形工藝研究 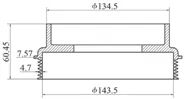
表1 旋壓模擬運動參數表旋壓增厚有限元模擬分析旋壓增厚成形過程中,首先進行的是第1 道次旋彎工步,此階段不同成形程度下的等效應力分布如圖3 所示。成形初期,預制板坯外緣緊貼旋輪彎曲外緣處,工件在旋輪剛度及徑向壓力的作用下發生輕微變形。成形中期,工件外緣部分在旋輪徑向壓力下逐漸發生彎曲,金屬發生軸向和切向的流動,形成圓弧狀外緣。
2260 5 3
仿真客 ??? 3年前
汽車B柱內板熱沖壓成形工藝優化的模擬分析 
高強鋼具有安全性高、成本低廉等優點,是汽車輕量化用材應用最廣泛的材料,但在冷沖壓成形中易出現開裂和回彈問題,為了解決這些問題,可采用熱沖壓成形技術[7,8]。在熱沖壓成形中板料初始溫度、模具初始溫度、壓邊力和沖壓速度等工藝參數對零件成形質量有較大影響[9,10],因此,對熱沖壓成形工藝參數優化具有十分重要的意義。
4928 3
汽車-小江 ??? 2年前
設計仿真 | Simufact助力鈑金沖壓成形工藝缺陷分析 
針對鈑金成形工藝Simufact forming具有專業的功能模塊,可以實現對冷熱沖壓、深沖、壓印成形、折彎、翻邊、精沖、沖裁、旋壓等工藝過程進行模擬。在單一軟件界面可進行多個工位多個道次的深沖分析。被動旋轉、主動旋轉、平動以及其它輔助運動可以綜合作用,且易于實現。
4797 4
海克斯康設計與仿真 ??? 2年前
20條/頁 
 12
12 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
