干貨 | 你應該知道的鋰離子電池原理及工藝
一、電池制作所需參數
1、極片尺寸
2、拉漿工藝
a)集流體尺寸
正極(鋁箔),間歇涂布
負極(銅箔),間歇涂布
b)拉漿重量要求
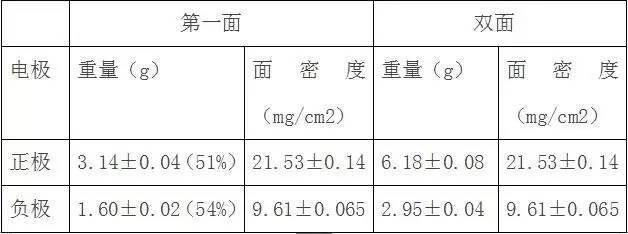
3、正極拉漿后進行以下工序:
裁大片 裁小片 稱片(配片) 烘烤 軋片極耳焊接負極拉漿后進行以下工序:
裁大片 裁小片 稱片(配片) 烘烤 軋片極耳焊接
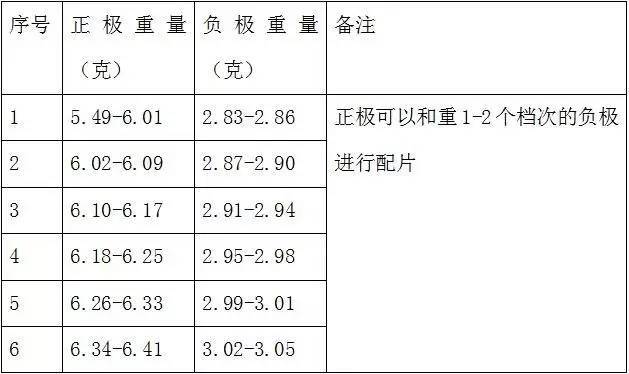
4、軋片要求

5、配片方案
6、極片烘烤
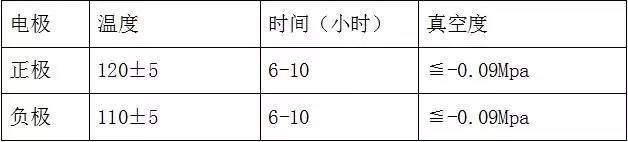
備注:真空系統的真空度為-0.095-0.10Mpa; 保護氣為高純氮氣,氣體氣壓大于0.5Mpa
7、極耳制作
a) 正極:
正極極耳在正極片處采用超聲波焊接。鋁條末端與極片邊緣平齊。
b) 負極:
鎳條尺寸:0.10×3.0×48mm,鎳條直接用點焊機點焊,要求點焊點數為8個點鎳條右側與負極片右側對齊,鎳條末端與極片邊緣平齊。
8、隔膜尺寸:0.025×44.0×790±5mm
9、卷針寬度:22.65±0.05mm
10、壓芯:電池卷繞后,先在電芯底部貼上24mm寬的透明膠紙,再用壓平機冷壓兩次。
11、電芯入殼前要求
膠紙1:10.0×38.0±1.0mm,膠紙在電芯兩側分布均勻;
膠紙2:10.0×38.0±1.0mm,鎳條在膠紙中央;
膠紙3:24.0×30.0±2.0mm,膠紙在電芯兩側分布均勻;
鎳條右側距電芯右側為7.0±1.0mm。
12、裝殼
裝殼時應用雙手同時用力,緩緩將電芯裝入電池殼中,禁止劃傷電芯。
13、負極極耳焊接
負極鎳條與鋼殼用點焊機進行焊接,要保證焊接強度,禁止虛焊。
14、激光焊接
激光焊接時應仔細上夾具,電池殼與上蓋配合良好后才能進行焊接,注意避免出現焊偏。
15、電池真空烘烤

備注:
(1)真空系統的真空度為-0.095~-0.10MPa;
(2)保護氣為高純氮氣,氣體壓力>0.5MPa;
(3)每小時抽一次真空注一次氮氣
16、注液量:2.9±0.1g
注液房相對濕度:≤30%,溫度:20±5℃封口膠布:6mm寬紅色膠布,粘膠紙時注意擦凈注液口處的電解液用2道橡皮筋將棉花固定在注液口處。
17、化成制度
(1) 開口化成工藝
a) 恒流充電:40mA×4h;80mA×6h
電壓限制:4.00V
b) 全檢電壓,電壓≥3.90V的電池進行封口,電壓<3.90V的電池用60mA恒流至3.90~4.00V后封口,再打鋼珠
c) 電池清洗,清洗劑為醋酸+酒精
(2) 續化成制度
按程序進行續化成:
a) 恒流充電(400mA,4.20V,10min)
b) 休眠(2min)
c) 恒流充電(400mA,4.20V,100 min)
d) 恒壓充電(4.20V,20 mA,150 min)
e) 休眠(30min)
f) 恒流放電(750mA,2.75V,80 min)
g) 休眠(30min)
h) 恒流充電(750mA,3.80V,90 min)
j) 恒壓充電(3.80V,20 mA,150 min)
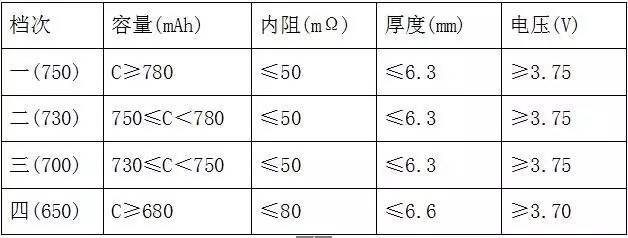
(3) 檢測分容
按如下檔次對電池進行分容:

電池下柜后全檢電壓,電壓<3.77V的電池采用程序補電:
(1)恒流充電(750mA,3.80V,10 min)
(2)休眠(2min)
(3)恒流充電(750mA,3.80V,30 min)
(4)恒壓充電(3.80V,20 mA,60min)
18、電池復檢
電池下柜分容后在室溫下放置20天進行復檢,步驟如下:
a) 用整形機對電池整形;
b) 全檢電池厚度、電壓、內阻,分類方法如下:
二、電池制作工藝流程
1、(正、負極)干混→濕混→滾涂膏體在導電基體上→3步干燥→卷繞→切邊(切成一定寬度)→輥壓→卷繞(備用)干混采用球磨, 磨球是玻璃球或氧化鋯陶瓷球。
濕混采用。行星式拌粉機, 其葉片分別裝在2-3個軸上, 混合效果更好。濕混中溶劑數量要恰當, 形成合適的流變態, 以獲得平滑的涂層。滾涂電極膏體要保證一定的粘度, 膏體涂于鋁箔或銅箔的兩面, 而涂層的厚度取決于電池的型號。然后再相繼通過3個加熱區進行干燥, NMP(或水)從涂層中隨熱空氣或干燥氮氣流動而揮發, 溶劑可以回收再利用。輥壓是為了提高涂層的密度, 并使電極厚度能符合電池裝配的尺寸, 輥壓階段的壓力要適中, 以免卷繞時粉料散落。
2、電池的組裝
圓柱電池的裝配工藝流程:絕緣底圈入筒→卷繞電芯入筒→插入芯軸→焊負極集流片于鋼筒→插入絕緣圈→鋼筒滾線→真空干燥→注液→組合帽(PTC元件等)焊到正極引極上→封口→X射線檢查→編號→化成→循環→陳化。
方形電池裝配工藝流程:絕緣底入鋼盒→片狀組合電芯入筒→負極集流片焊于鋼盒→上密封墊圈→正極集流片焊于桿引極→組合蓋(PTC元件等)焊到旋引極上→組合蓋定位→激光焊接→真空干燥→注液→密封→X射線檢查→編號→化成→循環→陳化。
裝配工藝說明:以圓柱形電池為例(方形電池基本過程相同)。卷繞芯入筒以前, 將鋁條(0.08—0.15㎜厚、3㎜寬)和鎳條(0.04—0.10㎜厚, 3㎜寬)分別用超聲波焊接在正、負極導電基體的指定處作為集流引極。
電池隔膜一般采用PE/PP2層或PP/PE/PP 3層組成, 隔膜都是經過120℃熱處理過的, 以增加其阻止性和提高其安全性。
正極、隔膜、負極3者疊合后卷繞入筒, 由于采用涂膏電極, 故必須讓膏體材料與基體結合得好, 以形成高密度電極, 特別要防止掉粉, 以免其穿透隔膜而引起電池內部短路。
在卷繞電芯插入鋼筒以前, 放一個絕緣底入鋼筒底部是為了防止電池內部短路這對于一般電池都是相同的。
電解質一般采用LiPF6和非水有機溶劑, 在真空注液以前,電池要真空干燥24/h, 以除去電池組分中的水分和潮氣, 以免LiPF6與水反應形成HF而縮短壽命。
電池密封采用涂密封膠、插入墊圈、卷邊加斷面收縮過程,基本原理與堿性可充電池相同。封口以后, 電池要用異丙醇和水的混合液除去油污物和濺出的電解液, 然后再干燥。使用一種氣味傳感器或“ 嗅探器”元件檢查電池漏液情況。
整個電池裝配完成以后, 電池要用X射線鑒定電池內部結構是否正常, 對于電芯不正、鋼殼裂縫、焊點情況、有無短路等進行檢查, 排除有上述缺陷的電池, 確保電池質量。
最后一道工序是化成, 電池第1次充電, 陽極上形成保護膜, 稱為固體電解質中間相層(SEI), 它能防止陽極與電解質反應, 并是電池安全操作、高容量、長壽命的關鍵要素。電池經過幾次充放電循環以后陳化2—3周, 剔去微短路電池, 再進行容量分選包裝后即成為商品了。
三、電池的性能

1、電性能:
(1) 額定容量:0.5C放電,單體電池放電時間不低于2h,電池組放電時間不低于1h54min(95%);
(2)1C放電容量:1C放電,單體電池放電時間不低于57min(95%),電池組放電時間不低于54min(90%);
(3)低溫放電容量:-20℃下0.5C放電,單體或電池組放電時間均不低于1h12min(60%);
(4)高溫放電容量:55℃下0.5C放電,單體電池放電時間不低于1h54min(95%),電池組放電時間不低于1h48min(90%);
(5) 荷電保持及恢復能力:滿電常溫下擱置28天,荷電保持放電時間不低于1h36min(80%),荷電恢復放電時間不低于1h48min(90%);
(6)儲存性能:進行貯存試驗的單體電池或電池組應選自生產日期不足3個月的,貯存前充50%~60%的容量,在環境溫度40℃±5℃,相對濕度45%~75%的環境貯存90天。貯存期滿后取出電池組,用0.2C充滿電擱置1h后,以0.5C恒流放電至終止電壓,上述試驗可重復測試3次,放電時間不低于1h12min(60%);
(7)循環壽命:電池或電池組采用0.2C充電,0.5C放電做循環,當連續兩次放電容量低于72min(60%)時停止測試,單體電池循環壽命不低于600次,電池組循環壽命不低于500次;
(8)高溫擱置壽命:應選自生產日期不足三個月的單體電池的進行高溫擱置壽命試驗,進行擱置前應充入50%±5%的容量,然后在環境溫度為55℃±2℃的條下擱置7天。7天后將電池取出,在環境溫度為20℃±5℃下擱置2~5h。先以0.5C將電池放電至終止電壓,0.5h后按0.2C進行充電,靜置0.5h 后,再以0.5C恒流放電至終止電壓,以此容量作為恢復容量。以上步驟為1周循環,直至某周放電時間低于72min(60%),試驗結束。擱置壽命不低于56天(8周循環)。
2、安全性能
(1)持續充電:將單體電池以0.2ItA恒流充電,當單體電池端電壓達到充電限制電壓時,改為恒壓充電并保持28d,試驗結束后,應不泄漏、不泄氣、不破裂、不起火、不爆炸(相當于滿電浮充)。
(2)過充電:將單體電池用恒流穩壓源以3C恒流充電,電壓達到10V后轉為恒壓充電,直到電池爆炸或起火或充電時間為90min或電池表面溫度穩定(45min內溫差≤2℃)時停止充電,電池應不起火、不爆炸(3C10V);將電池組用穩壓源以0.5ItA恒流充電,電壓達到n×5V(n為串聯單體電池數)后轉為恒壓充電,直到電池組爆炸或起火或充電時間為90min或電池組表面溫度穩定(45min內溫差≤2℃)時停止充電,電池應不起火、不爆炸。
(3)強制放電(反向充電):將單體電池先以0.2ItA恒流放電至終止電壓,然后以1ItA電流對電池進行反向充電,要求充電時間不低于90min,電池應不起火、不爆炸;將電池組其中一只單體電池放電至終止電壓,其余均為充滿電態的電池,再以1ItA恒流放電至電池組的電壓為0V時停止放電,電池應不起火、不爆炸。
(4)短路測試:將單體電池經外部短路90min,或電池表面溫度穩定(45min內溫差≤2℃)時停止短路,外部線路電阻應小于50mΩ,電池應不起火、不爆炸;將電池組的正負極用小于電阻0.1Ω的銅導線連接直至電池組電壓小于0.2V或電池組表面溫度穩定(45min內溫差≤2℃),電池應不起火、不爆炸
3、機械性能
(1)擠壓:將單體電池放置在兩個擠壓平面中間,逐漸增加壓力至13kN,圓柱形電池擠壓方向垂直于圓柱軸的縱軸,方形電池擠壓電池的寬面和窄面。每只電池只能接受一次擠壓。試驗結果應符合4.1.2.1的規定。在電池組上放一直徑為15cm的鋼棒對電池組的寬面和窄面擠壓電池組,擠壓至電池組原尺寸的85%,保持5min,每個電池組只接受一次擠壓。
(2)針刺:將單體電池放在一鋼制的夾具中,用φ3mm~φ8mm的鋼釘從垂直于電池極板的方向貫穿(鋼針停留在電池中),持續90min,或電池表面溫度穩定(45min內溫差≤2℃)時停止試驗。
(3)重物沖擊:將單體電池放置于一鋼性平面上,用直徑15.8mm的鋼棒平放在電池中心,鋼棒的縱軸平行于平面,讓重量9.1kg的重物從610mm高度自由落到電池中心的鋼棒上;單體電池是圓柱形時,撞擊方向垂直于圓柱面的縱軸;單體電池是方形時,要撞擊電池的寬面和窄面,每只電池只能接受一次撞擊。
(4) 機械沖擊;將電池或電池組采用剛性固定的方法(該方法能支撐電池或電池組的所有固定表面)將電池或電池組固定在試驗設備上。在三個互相垂直的方向上各承受一次等值的沖擊。至少要保證一個方向與電池或電池組的寬面垂直,每次沖擊按下述方法進行:在最初的3ms內,最小平均加速度為735m/s2,峰值加速度應該在1225 m/s2和1715 m/s2之間。
(5) 振動:將電池或電池組直接安裝或通過夾具安裝在振動臺面上進行振動試驗。試驗條件為頻率10Hz~55Hz,加速度29.4 m/s2,XYZ每個方向掃頻循環次數為10次,掃頻速率為1oct/min。
(6)自由跌落:將單體電池或電池組由高度(最低點高度)為600mm的位置自由跌落到水泥地面上的20mm厚的硬木板上,從XYZ三個方向各一次。自由跌落結束后。
4、環境適應性
(1) 高溫烘烤:將單體電池放入高溫防爆箱中,以(5±2℃)/min升溫速率升溫至130℃,在該溫度下保溫10min。
(2) 高溫儲存:將單體電池或電池組放置在75±2℃的烘箱中擱置48h,電池應,應不泄漏、不泄氣、不破裂、不起火、不爆炸。
(3)低氣壓:(UL標準)。





















工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP




