盤點那些經典的光學加工技術應用
今天為各位光學人盤點一下近幾年經典的光學加工技術應用,相信這些技術對您會有一定的借鑒作用。請看看這篇為大家整理的內容吧!
非球面光學零件確定性超精密加工
非球面光學零件是一類非常重要的光學零件,最常用的有拋物面鏡、雙曲面鏡以及橢球面鏡等。非球面光學零件具有球面光學零件無可比擬的良好成像質量,應用在光學系統中能夠很好地矯正多種像差,改善儀器成像質量,提高儀器鑒別能力,增大作用距離,它能以一個或幾個少量的非球面零件代替較多的球面零件,從而簡化儀器結構,降低成本,并有效地減輕儀器重量。
非球面曲面光學零件在現代高能激光武器、慣性約束核聚變點火工程、空天遙感和深空探測以及航空航天精確打擊系統中發揮著極為重要的作用,應用范圍日益廣泛。其中一些系統因使用環境和有關條件(如航空航天對重量、過載、溫度環境等要求)限制,對零件材料性能(比剛度、溫度穩定性、加工特性等)有著非常嚴苛的要求。
在這種情況下,傳統的非球面光學零件加工方法不僅在時間、效率和成本上遠遠不能滿足要求,更重要的是不能完成像對鈹、金、銅等有色金屬和許多其他一些材料非球面光學曲面的加工。同時,傳統的非球面光學零件加工方法還無法解決復雜非球面曲面零件,譬如自由曲面、保形曲面光學零件的超精密加工技術難題。
為此,迫切需要研究適應快速、高效的現代光學復雜非球面確定性超精密加工技術。另一方面,隨著現代計算機技術、超精密測量技術、超精密運動控制技術、各種相關精密元部件制造技術以及小環境控制技術等的發展,也為實現上述要求的現代復雜非球面加工制造技術提供了技術支撐,使之成為現實可能。
非球面光學零件確定性超精密加工技術和裝備是現代先進制造技術的典型代表,單點金剛石數控車削(SPDT)機床是現代超精密數控光學加工的最典型、最重要的加工裝備。SPDT可實現金屬基反射鏡、紅外材料透鏡等非球面、離軸非球面等光學元件的高效、確定性超精密加工。
由于以SPDT為代表的現代超精密數控光學加工裝備技術水平對國家的軍事和國民經濟領域尖端技術的發展具有重大作用,世界發達國家對我國采取了嚴格的裝備禁運和技術封鎖。特別是在大尺寸、超高精密、多坐標聯動技術產品方面控制方面尤為嚴格。
近年來,中航工業精密所依托其在超精密加工技術領域的研究基礎和傳統,開展了“非球面光學零件確定性超精密加工技術和裝備”項目研究,突破了大型光學數控加工機床設計、制造及運行環境控制等關鍵技術,在大承載力、高剛性的超精密立式液體靜壓主軸技術,大行程、高剛性、無摩擦效應超精密液體靜壓導軌驅動與控制技術,機床Z軸無摩擦干涉效應的全氣浮氣缸精密平衡與導軌技術,納米分辨率開放式高性能數控系統集成技術,機床溫度及振動環境精密控制技術以及高品質壓力油源、氣源供給技術等方面取得了一系列成果,最終研制成功“Nanosys-1000 LODTM數控光學加工機床”及其輔助支撐系統。
該機床通過納米分辨率的超精密加工運動軌跡控制,用金剛石刀具直接車削成形金屬、紅外等材料的大型光學零件。該機床可高效地加工傳統光學加工技術和裝備難以加工或根本無法加工的多種材料(如金屬基、紅外及KDP晶體等)和復雜曲面(深度非球面、離軸非球面等)現代光學系統元件。

國內最大的非球面超精密車床
該系統自研制成功以來,經過幾年的連續運行、工藝研究及工程應用,整體性能表現良好,精度穩定可靠。2016年,由該機床制造的直徑達Φ1000mm的大口徑非球面拋物面鋁基反射鏡參加了第十三屆中國國際機床工具展覽會(CIMES2016),吸引了現場不少業界人士的關注,也標志著我國利用自主研發的超精密加工設備制造大口徑非球面超精密光學零件成為現實。
同時,該系統已先后為中國電子科技集團公司、北京郵電大學、中國計量科學研究院和中國科學院物理研究所等科研生產機構解決了不少超精密加工技術難題,包括太赫茲關鍵技術驗證、卡塞格倫太赫茲天線系統及太赫茲通訊系統等,滿足了我國國防科技工業尖端裝備和民用光電市場的迫切需求,具有重要的軍事價值、社會效益和經濟效益。
“Nanosys-1000 LODTM 數控光學加工機床”的成功研制和良好運行,表明大口徑非球面曲面超精密加工設備制造和工藝關鍵技術方面取得了一系列重要突破,打破了國外的技術封鎖和裝備禁運,使我國的非球面光學零件的超精密加工技術水平上躍了一個新的臺階,項目成果達到了同類技術國際先進水平。
光學硬脆材料旋轉超聲加工隨著工業技術的發展,硬脆材料在航空航天、汽車、模具、光學以及半導體等領域展現出廣闊的應用前景。光學玻璃常被用來制作偵查衛星照相機鏡頭、隱形雷達探照鏡、高速飛行器窗口、天文望遠鏡的大型反射鏡以及激光發射裝置中的光學透鏡、棱鏡等。 硬脆材料光學元件常規切削加工非常困難,通常通過超精密研磨、拋光及超精密磨削加工獲得,但該方式加工時間長,加工成本較高,需尋求一種若干能量場融合的先進復合加工工藝來解決這一加工難題。超聲加工作為20世紀初發展并開始應用于工業領域的一種非常有效的特種加工方法,可減小切削力和切削溫度,減小刀具磨損,提高加工質量,拓展可加工材料范圍,是硬脆性先進材料加工的有效方法之一,特別適合加工玻璃、陶瓷、石英、金剛石以及硅等各種硬脆材料。旋轉超聲加工是目前超聲輔助加工領域的關鍵工藝,是硬脆材料加工的有效方法之一。 復雜型面在現代產品中的設計應用及加工要求日趨增多,對復雜零部件的加工能力提出了更高的要求。目前,關于光學硬脆材料復雜幾何特征超聲輔助銑削工藝研究比較缺乏。
寧波材料所所屬先進制造技術研究所激光與智能能量場制造團隊在旋轉超聲加工領域進行了一定的積累并取得新的進展,針對K9光學玻璃材料,加工了各類型腔、表面、孔、薄壁以及復雜曲面等特征。

圖1.三軸旋轉超聲銑削加工孔/凸臺/型腔等特征
課題組成員自行搭建了三軸聯動超聲輔助加工系統,超聲振動頻率可達19000Hz以上。在該自主搭建的超聲輔助加工系統上進行的部分孔、凸臺、型腔等特征加工試驗(圖1),發現:使用合理的工藝參數,采用空間螺旋插補進刀及超聲輔助三坐標聯動空間螺旋銑削K9光學玻璃產生的孔特征邊緣無崩邊,孔壁及孔底質量均比較理想;帶超聲或無超聲加工相同特征效果會有差別,如無超聲輔助三角形型腔銑削后,加工底面會有較明顯的刀痕:不同工藝參數對加工效果影響顯著,如采用較大的切削深度時,銑削的方形或圓形型腔外邊特征會出現崩邊等缺陷特征;而采用合適的切削深度和走刀策略會產生理想的加工特征,如右側的曲面側壁型腔。
DMGultrosonic80eVolinear超聲輔助五軸聯動加工機床(圖2)加工的平面、傾斜面、孔、環以及薄壁等特征(圖3)。該DMG加工系統最大轉速18000r/min,X、Y、Z行程分別為850mm、650mm、550mm。使用超聲刀柄,可自動搜頻,同時,可手動調整頻率與振幅。
所加工的特征中,傾斜平面與Z軸夾角45°,并在斜面上銑削加工了直徑8mm的孔特征,在圓形凸臺內加工出1mm圓環薄壁。使用直徑6mm中空金剛石電鑄刀具加工平面薄壁特征時,進給速度為600mm/min,主軸轉速為5500r/min,切寬2.4mm,切深0.03mm,最小薄壁厚度達0.3mm,取得了理想的加工效果。

圖2.DMGultrosonic80eVolinear超聲輔助五軸聯動加工系統
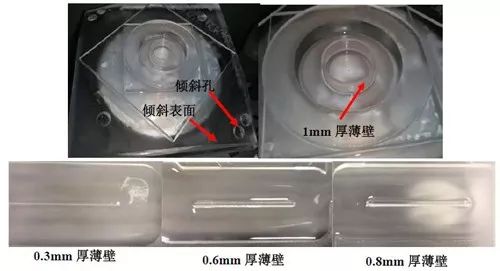
圖3.多軸旋轉超聲銑削加工的傾斜表面/孔/凸臺/薄壁等特征
在DMG系統上旋轉超聲銑削加工的復雜曲面CAD模型、CAM刀軌及加工效果(圖4),光學玻璃復雜曲面加工效果理想。加工區域A1(圖5)局部形貌檢測結果,檢測區域的表面粗糙度Ra大約0.65μm。
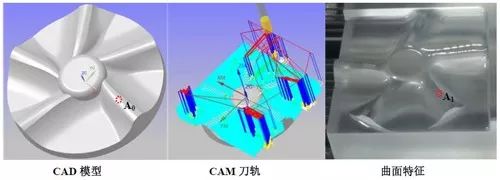
圖4.旋轉超聲銑削加工的復雜曲面
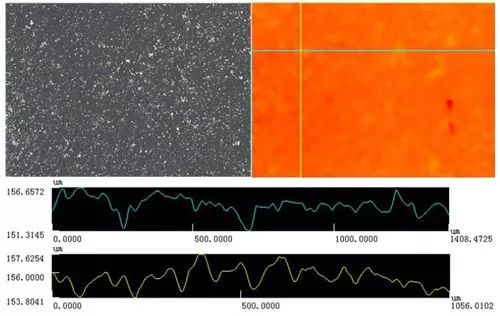
圖5.局部加工區域檢測結果(200X)
前期的旋轉超聲加工試驗為該復合加工工藝的應用奠定了一定的工藝基礎。團隊已具備復雜幾何特征光學硬脆材料的加工能力,打通了CAD、CAM、計算機虛擬加工仿真、后處理以及零部件或模具產品實際加工等整條加工技術鏈,可為復雜幾何特征零部件的高性能加工提供堅實的技術支持。
目前,正在進一步進行科學機理與工藝規律的研究。在機理研究與工藝規律探索方面的推進,將為旋轉超聲加工性能的改善及加工效果的大幅提升提供強有力的支撐。
大口徑平面鏡光學加工技術
中科院長春光機所投資公司奧普光電加工完成BZPMJ700標準平面鏡,面型精度PV為0.187λ、rms為0.018λ、power為0.003λ,這標志著奧普公司在大口徑平面鏡光學加工技術上取得重大突破。
該BZPMJ700標準平面鏡由平面反射鏡和精密二維支撐架兩部分組成。
經過技術攻堅,已經加工出高精度面形平面反射鏡。直徑700mm的平面反射鏡有效口徑范圍面形精度達到PV=0.187λ、rms=0.018λ、power=0.003λ(λ=632.8nm),為該所自制同尺寸平面鏡最高精度。
此項技術的突破標志著奧普光電具備了直徑800mm以內大口徑高精度平面鏡加工能力,單鏡加工周期為半年左右,加工工藝具備定型條件,并能夠延伸開發制作不同尺寸和種類的標準平面鏡系列產品。此項技術突破為奧普光電創造了新的技術發展點和經濟增長點。
據悉,奧普光電也已具備了大尺寸元件的加工能力,成功加工完成了直徑580mm、直徑700mm的離軸拋物鏡,直徑1230mm的球面鏡的加工。
光學玻璃冷加工技術光學玻璃和其它玻璃的不同之點在于它作為光學系統的一個組成部分,必須滿足光學成象的要求。 其冷加工技術是利用化學氣相熱處理手段以及單片鈉鈣硅玻璃來改變其原來分子結構而不影響玻璃原有顏色及透光率,使其達到超硬度標準,在高溫火焰沖擊下以滿足防火要求的超硬度防火玻璃及其制造方法、專用設備。 它是由下述重量配比的組份制成:鉀鹽蒸氣(72%~83%)、氬氣(7%~10%)、氣態氯化銅(8%~12%)、氮氣(2%~6%)。
它包含以下工藝流程:以鈉鈣硅玻璃為基片進行切割,精磨邊的冷加工→對冷加工后的鈉鈣硅玻璃進行化學氣相熱處理→將鈉鈣硅玻璃表面進行鍍防火保護膜的處理→將鈉鈣硅玻璃表面進行特種物理鋼化處理。由缸體及其與之相套合的缸蓋、與缸蓋一體連接的反應釜構成專用熱分解氣化設備。
對光學玻璃質量有以下要求:
一、特定的光學常數以及同一批玻璃光學常數的一致性
每一品種光學玻璃對不同波長光線都有規定的標準折射率數值,作為光學設計者設計光學系統的依據。所以工廠生產的光學玻璃的光學常數必須在這些數值一定的容許偏差范圍以內,否則將使實際的成象質量與設計時預期的結果不符而影響光學儀器的質量。同時由于同批儀器往往采用同批光學玻璃制造,為了便于儀器的統一校正,同批玻璃的折射率容許偏差要較它們與標準值的偏差更加嚴格。
二、高度的透明性
光學系統成象的亮度和玻璃透明度成比例關系。光學玻璃對某一波長光線的透明度以光吸收系數Kλ表示。光線通過一系列棱鏡和透鏡后,其能量部分損耗于光學零件的界面反射而另一部分為介質(玻璃)本身所吸收。
前者隨玻璃折射率的增加而增加,對高折射率玻璃此值甚大,如對重燧玻璃一個表面光反射損耗約6%左右。因此對于包含多片薄透鏡的光學系統,提高透過率的主要途徑在于減少透鏡表面的反射損耗,如涂敷表面增透膜層等。
而對于大尺寸的光學零件如天文望遠鏡的物鏡等,由于其厚度較大,光學系統的透過率主要決定于玻璃本身的光吸收系數。通過提高玻璃原料的純度以及在從配料到熔煉的整個過程中防止任何著色性雜質混入,一般可以使玻璃的光吸收系數小于0.01(即厚度為1厘米的玻璃對光透過率大于99%)。
國內外非球面光學加工技術
一:非球面光學零件的作用
非球面光學零件是一種非常重要的光學零件,常用的有拋物面鏡、雙曲面鏡、橢球面鏡等。非球面光學零件可以獲得球面光學零件無可相比的良好的成像質量,在光學系統中能夠很好的矯正多種像差,改善成像質量,進步系統鑒別能力,它能以一個或幾個非球面零件代替多個球面零件,從而簡化儀器結構,降低本錢并有效的減輕儀器重量。
非球面光學零件在軍用和民用光電產品上的應用也很廣泛,如在攝影鏡頭和取景器、電視攝像管、變焦鏡頭、電影放影鏡頭、衛星紅外看遠鏡、錄像機鏡頭、錄像和錄音光盤讀出頭、條形碼讀出頭、光纖通訊的光纖接頭、醫療儀器等中。
二:國外非球面零件的超精密加工技術的現狀
80年代以來,出現了很多種新的非球面超精密加工技術,主要有:計算機數控單點金剛石車削技術、計算機數控磨削技術、計算機數控離子束成形技術、計算機數控超精密拋光技術和非球面復印技術等,這些加工方法,基本上解決了各種非球面鏡加工中所存在的題目。前四種方法運用了數控技術,均具有加工精度較高,效率高等特點,適于批量生產。
進行非球面零件加工時,要考慮所加工零件的材料、外形、精度和口徑等因素,對于銅、鋁等軟質材料,可以用單點金剛石切削(SPDT)的方法進行超精加工,對于玻璃或塑料等,當前主要采用先超精密加工其模具,而后再用成形法生產非球面零件,對于其它一些高硬度的脆性材料,目前主要是通過超精密磨削和超精密研磨、拋光等方法進行加工的,另外.還有非球面零件的特種加工技術如離子束拋光等。
國外很多公司己將超精密車削、磨削、研磨以及拋光加工集成為一體,并且研制出超精密復合加工系統,如RankPneumo公司生產的Nanoform300、Nanoform250、CUPE研制的Nanocentre、日本的AHN60―3D、ULP一100A(H)都具有復合加工功能,這樣可以便非球面零件的加工更加靈活。
三:我國非球面零件超精密加工技術的現狀
我國從80年代初才開始超精密加工技術的研究,比國外整整落后了20年。近年來,該項工作開展較好的單位有北京機床研究所、中國航空精密機械研究所、哈爾濱產業大學、中科院長春光機所應用光學重點實驗室等。
為更好的開展對此項超精密加工技術的研究,國防科工委于1995年在中國航空精密機械研究所首先建立了國內第一個從事超精密加工技術研究的重點實驗室。
四:非球面零件超精密切削加工技術
美國UnionCarbide公司于1972年研制成功了R―θ方式的非球面創成加工機床。這是一臺具有位置反饋的雙坐標數控車床,可實時改變刀座導軌的轉角θ和半徑R,實現非球面的鏡面加工。加工直徑達φ380mm,加工工件的外形精度為±0.63μm,表面粗糙度為Ra0.025μm。
摩爾公司于1980年首先開發出了用3個坐標控制的M―18AG非球面加工機床,這種機床可加工直徑356mm的各種非球面的金屬反射鏡。
英國RankPneumo公司于1980年向市場推出了利用激光反饋控制的兩軸聯動加工機床(MSG―325),該機床可加工直徑為350mm的非球面金屬反射鏡,加工工件外形精度達0.25-0.5μm,表面粗糙度Ra在0.01-0.025μm之間。隨后又推出了ASG2500、ASG2500T、Nanoform300等機床,該公司又在上述機床的基礎上,于1990年開發出Nanoform600,該機床能加工直徑為600mm的非球面反射鏡,加工工件的外形精度優于0.1μm,表面粗糙度優于0.01μm。
代表當今員高水平的超精密金剛石車床是美國勞倫斯.利弗莫爾(LLNL)實驗室于1984年研制成功的LODTM,它可加工直徑達2100mm,重達4500kg的工件其加工精度可達0.25μm,表面粗糙度Ra0.0076μm,該機床可加工平面、球面及非球面,主要用于加工激光核聚變工程所需的零件、紅外線裝置用的零件和大型天體反射鏡等。
英國Cranfield大學精密工程研究所(CUPE)研制的大型超精密金剛右鏡面切削機床,可以加工大型X射線天體看遠鏡用的非球面反射鏡(最大直徑可達1400mm,最大長度為600mm的圓錐鏡)。該研究所還研制成功了可以加工用于X射線看遠鏡內側回轉拋物面和外側回轉雙曲面反射鏡的金剛石切削機床。
日本開發的超精密加工機床主要是用于加工民用產品所需的透鏡和反射鏡,目前日本制造的加工機床有:東芝機械研制的ULG―l00A(H)不二越公司的ASP―L15、豐田工機的AHN10、AHN30×25、AHN60―3D非球面加工機床等。





















工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP




