Moldex3D模流分析之和碩平板后背蓋 翹曲改善高達92%



大綱
為了擁有更輕薄的產品,和碩聯合科技團隊挑戰將平板后背蓋的總厚度從1.5mm調整至1mm,并導入0.5mm的金屬件做為嵌入件(圖一)。薄件成型挑戰高,容易有流動平衡問題,且產品的結構強度也必須被納入考慮。和碩利用Moldex3D仿真軟件優化模具設計及改善收縮變形,并透過FEA功能整合結構分析軟件,以驗證產品強度。
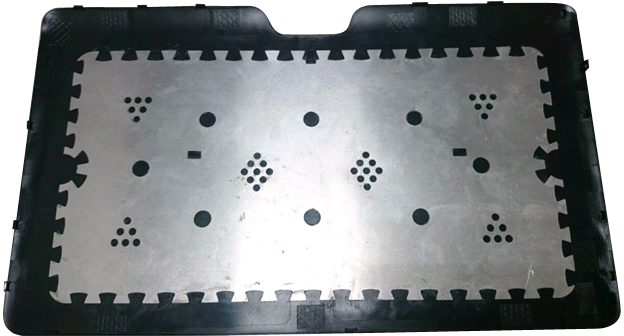
圖一 本案例產品為含金屬嵌件之薄件
挑戰
流動短射
包封
厚度段差造成大變形
解決方案
藉由Moldex3D幫助,和碩團隊分析產品翹曲的原因,成功減少Z方向變形92%,并透過整合ANSYS結構分析軟件來確保產品達到所需的強度。
效益
成功減少23%厚度,達到預期產品厚度1mm
降低翹曲量92%
減少壓力損失8.3%
節省廢料體積 13%
透過嵌件成型,節省6%以上生產成本
案例研究
在電子組件的成型過程中,冷卻是影響最終產品質量的一項關鍵因素。一般常使用風扇作為散熱工具,但在一些無法使用風扇的案例中,則只能以鋁制或銅制導熱板作為嵌件。金屬板越厚或越寬,冷卻效率就越佳。在本案例中,由于規格限制,產品Z方向的厚度是固定的,因此若金屬嵌件的厚度增加,產品的厚度就必須縮減。同時產品結構也必須要維持足夠的強度。
和碩團隊首先以現有模具進行含有金屬嵌件的產品導熱測試,發現加入嵌件后可得到較佳的散熱效果。因此他們決定據此修改原始的模具和產品設計(圖二)。接下來再分為三個階段,針對制程、產品質量和結構強度來進行修正。
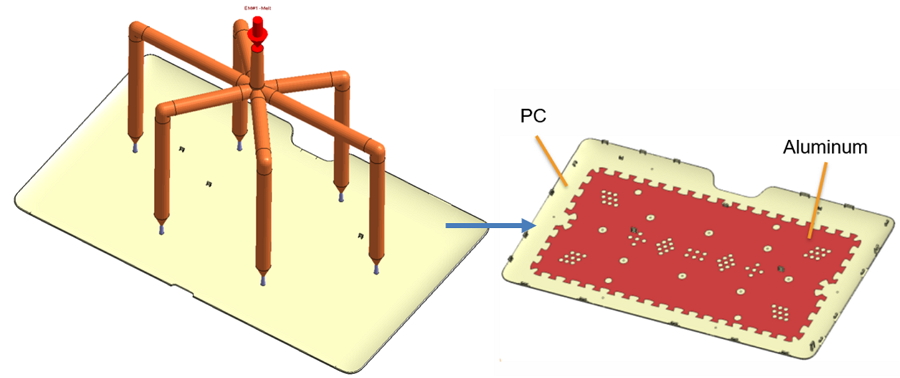
圖二 原始設計(左)與修改后的設計(右)
透過Moldex3D射出模塊,和碩發現因薄件導致澆口壓力過大,達到135MPa。因此他們決定考慮縮短澆口長度,并使用Moldex3D驗證原始及修改后的設計(圖三),結果發現Case 3的產品設計,壓力損失減少了8.3%,廢料也減少13%,因此和碩決定采用Case 3作為較優化的設計。
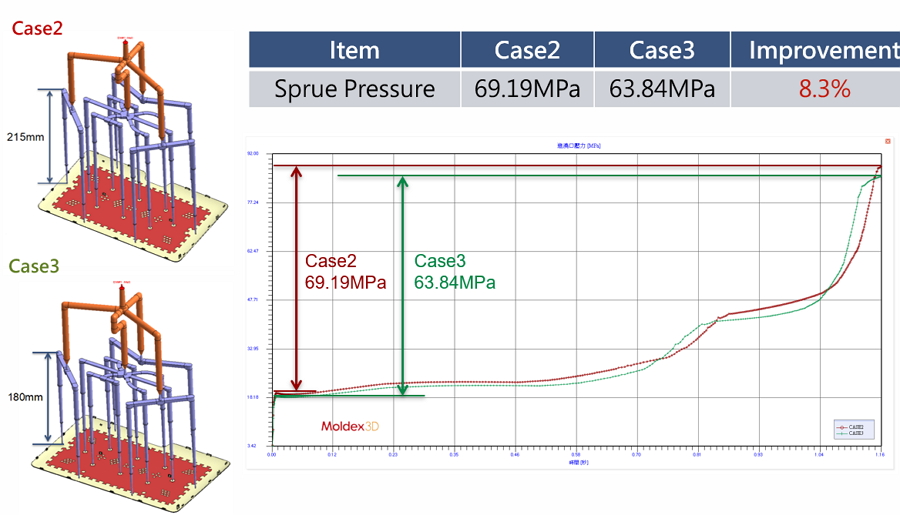
圖三 不同澆口長度之產品設計的澆口壓力結果比較
接下來和碩嘗試改善產品翹曲。Moldex3D仿真結果顯示產品Z方向翹曲值為8.12mm,超過了規格1.0mm。此外翹曲結果也指出產品的收縮效應大于熱效應(圖四)。為了改善此問題,和碩團隊嘗試在材料中添加不同比率的玻纖,并以Moldex3D驗證翹曲結果。他們發現添加玻纖之后,纖維配向會沿著流動方向(X軸方向),可抵抗產品收縮,有效減少翹曲,使產品符合所需的規格(圖五)。
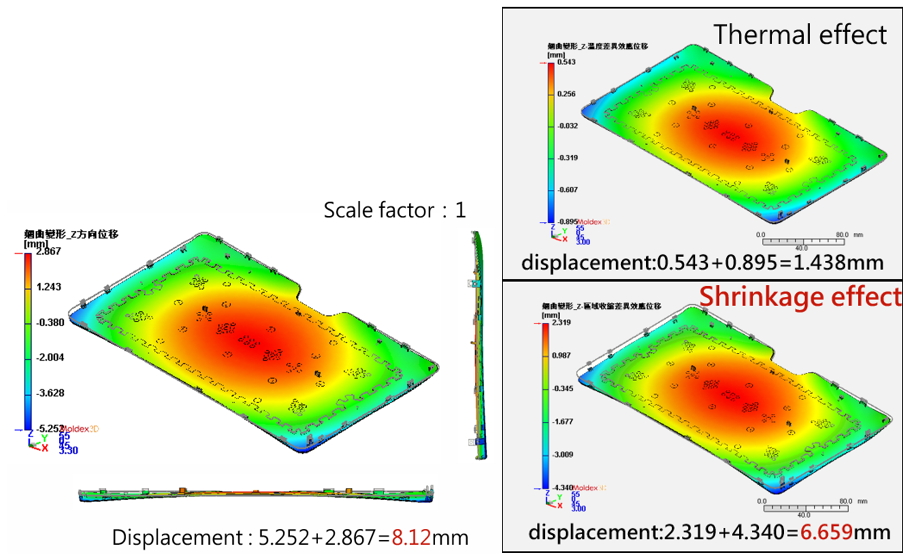
圖四 原始材料的翹曲結果
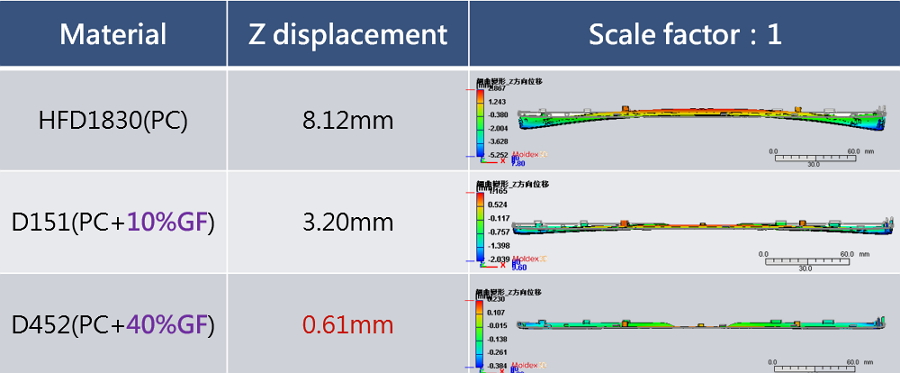
圖五 添加不同玻纖比率的材料之翹曲結果比較
最后階段中,和碩進行產品結構強度的檢驗。他們使用Moldex3D FEA接口來進行應力分析,并考慮成型過程中產生的各項變因。結果發現進行壓力和扭曲分析時,加入嵌件及玻纖材料均可有效減少產品位移(圖六)。
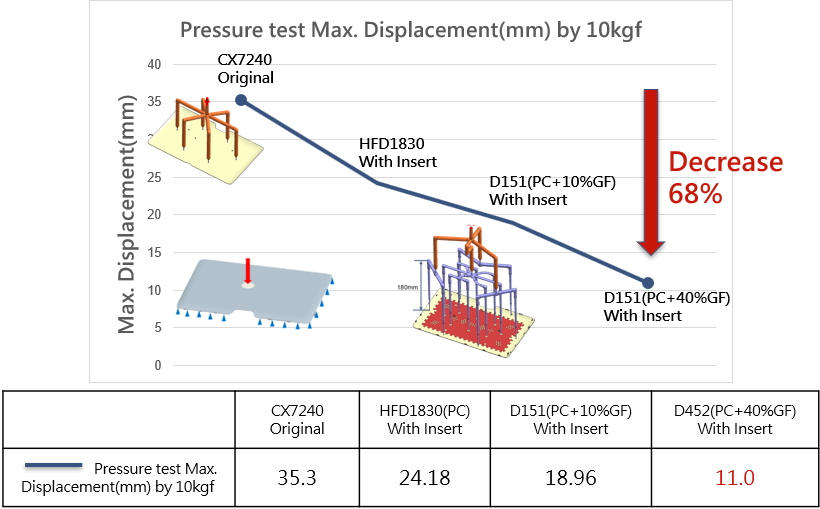
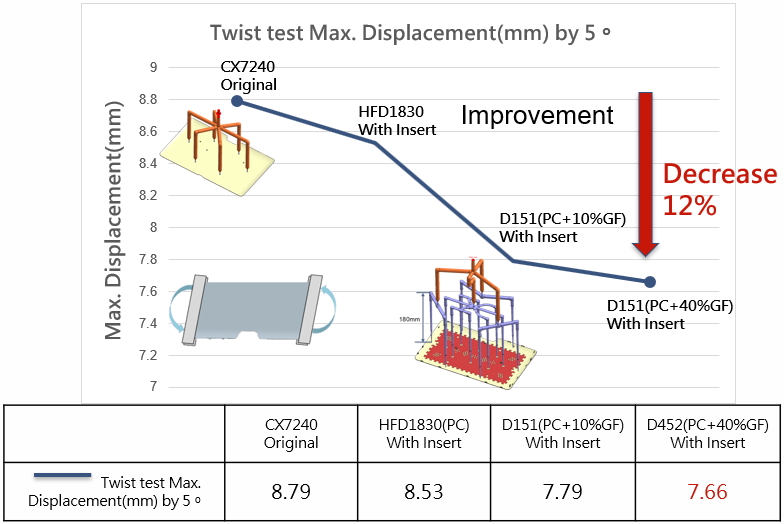
圖六 不同產品設計、及添加不同比率玻纖材料,進行壓力測試和扭曲測試之結果
最后和碩針對模擬結果進行實驗驗證,并發現二者呈現相同的趨勢。在平坦度驗證中,不同玻纖比率材料的模擬結果也與實驗結果相符(圖七)。
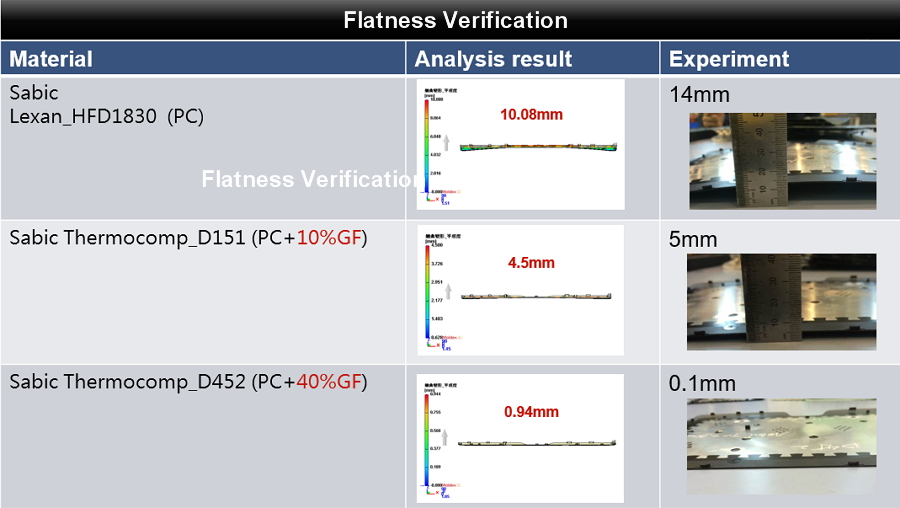
圖七 平坦度分析結果與實際射出結果相符
結果
和碩團隊透過Moldex3D 進階模塊有效改善產品和模具設計。過程中不但找到產品翹曲的主因,也找出可透過更改材料的方法來解決翹曲問題,最后產品在實際射出時,也成功達到所需的結構強度及可接受的位移范圍。





















工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP




