Moldex3D模流分析之威仕實業(yè)以Moldex3D達到抽屜滑軌尺寸精度



大綱
本案例為抽屜導軌產(chǎn)品,其主要功能是讓抽屜能暢順地滑動,因此產(chǎn)品的平整度要求高;滑槽的尺寸必須精確,不能有彎曲或變形。材料選用耐磨的POM,其本身收縮性大,是制造過程中必須考慮的重要因素。威仕實業(yè)透過Moldex3D 模流分析工具尋求解決方案,掌握影響產(chǎn)品成型的關(guān)鍵信息,以此優(yōu)化產(chǎn)品設計及模具設計,克服成型不良問題,省下可觀的開模成本和時間,讓產(chǎn)品能順利量產(chǎn)。
挑戰(zhàn)
嚴格的產(chǎn)品平整度要求
改善產(chǎn)品變形問題
縮短成型周期
解決方案
威仕實業(yè)透過Moldex3D模擬輔助,評估合適的澆口和流道設計,并透過保壓分析,判別出引起產(chǎn)品彎曲變形的主因是收縮不均。同時藉由冷卻分析,確認不均勻的冷卻對產(chǎn)品變形影響的程度,并預測成型周期時間。最后,工程師使用翹曲分析檢查了X,Y和Z方向上的位移量,以此進行設計變更,獲得了減少零件翹曲的最佳設計方案。
效益
節(jié)省修模費用
縮短成型周期55%
X軸方向位移改善300%
案例研究
滑軌是抽屜產(chǎn)品中最重要的組件,其主要功能是讓抽屜能順暢的滑動,因此對產(chǎn)品尺寸精度要求高,且無法容忍變形。要達到零件尺寸精確的關(guān)鍵因素,是在成型過程中使零件在每個區(qū)域均勻收縮。
本案例中,威仕實業(yè)運用Moldex3D Professional解決方案,模擬原始設計的傳統(tǒng)射出成型條件(圖一)。翹曲分析結(jié)果與實際產(chǎn)品狀況十分接近,都有嚴重變形問題(圖二)。要解決此問題,就必須先找出產(chǎn)品變形的成因。透過Moldex3D的分析,發(fā)現(xiàn)產(chǎn)品兩端有很大的溫度差異,導致產(chǎn)品內(nèi)部收縮率大于外部,因而產(chǎn)生變形(圖三)。此外原始設計采三點進膠,但產(chǎn)品兩側(cè)流率較低,這也導致流動不平衡之問題。

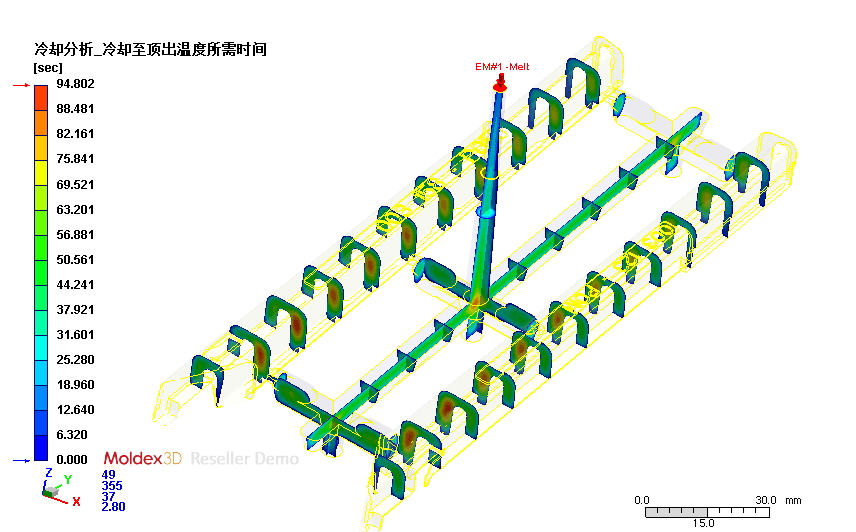
圖三 原始設計的流動分析結(jié)果顯示,當?shù)竭_頂出溫度時,肉厚區(qū)域有積熱現(xiàn)象;此區(qū)域也觀察到較高的體積收縮。
為解決這些難題,威仕實業(yè)將原先的三點式澆口設計改為單點進澆。如此不但改善了流動不平衡問題,同時消除了三點進澆所產(chǎn)生的縫合線(圖四)。此外威仕實業(yè)也改變了產(chǎn)品設計,將滑軌兩端的肉厚調(diào)整得較為均勻(圖五),以使冷卻速度一致。
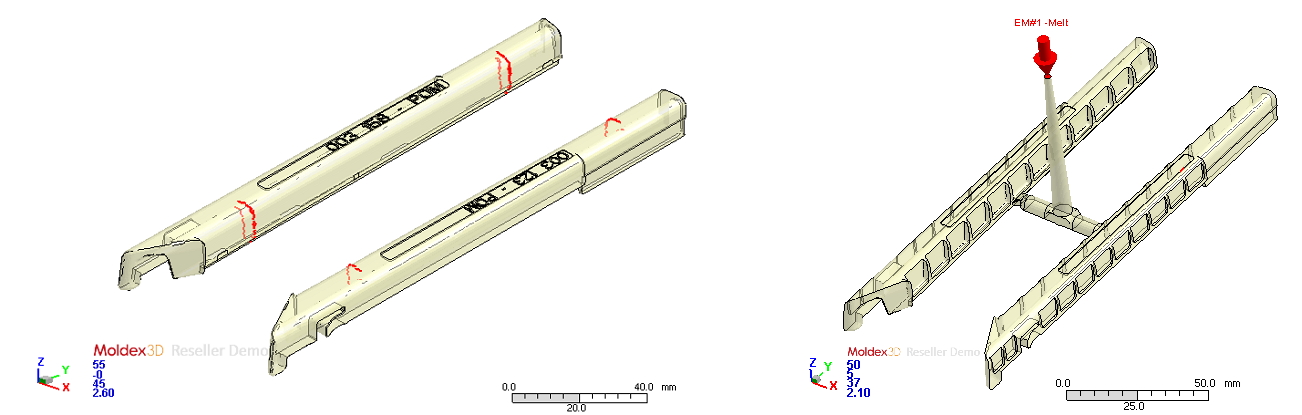
圖四 原始設計中出現(xiàn)縫合線(左)。改變澆口設計后,成功解決此問題(右)。
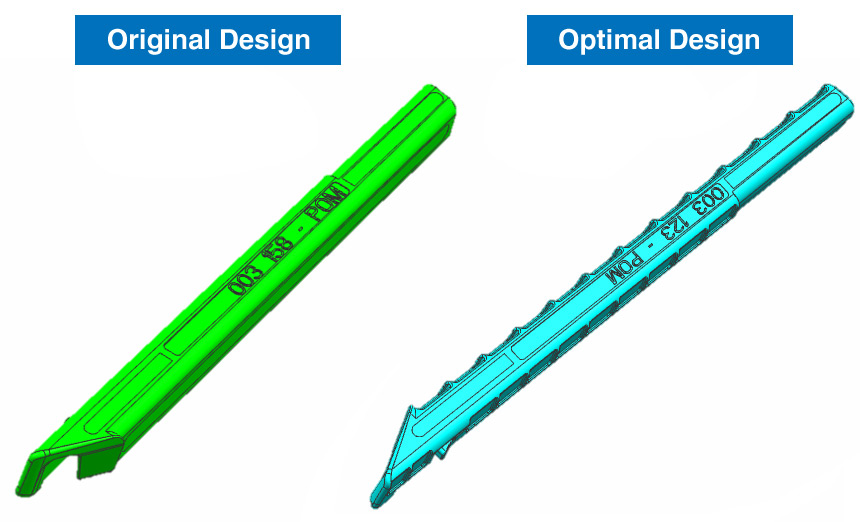
圖五 將滑軌兩端厚度修改為較均勻
然而導致產(chǎn)品Z方向翹曲的成因,除了不均勻收縮之外,還有冷卻不均問題。考慮到若要改善Z方向翹曲,就必須改變整體設計,包括模具設計、冷卻系統(tǒng)等,因此威仕實業(yè)決定采取補償Z方向位移的方式。
最后借助Moldex3D進行一系列優(yōu)化實驗。與原始設計相較,優(yōu)化設計后因流道體積減少,故產(chǎn)品體積減少了50%,而X方向翹曲則減少300%以上。透過Z方向補償位移處理后,變形問題已是微乎其微(圖五、圖六),同時成型周期也縮短了55%。
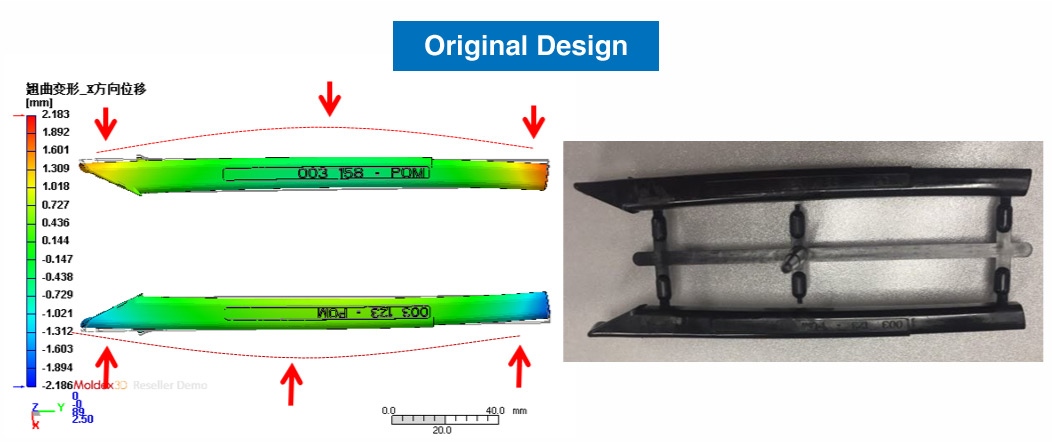
圖六 Moldex3D模擬可準確預測X方向變形
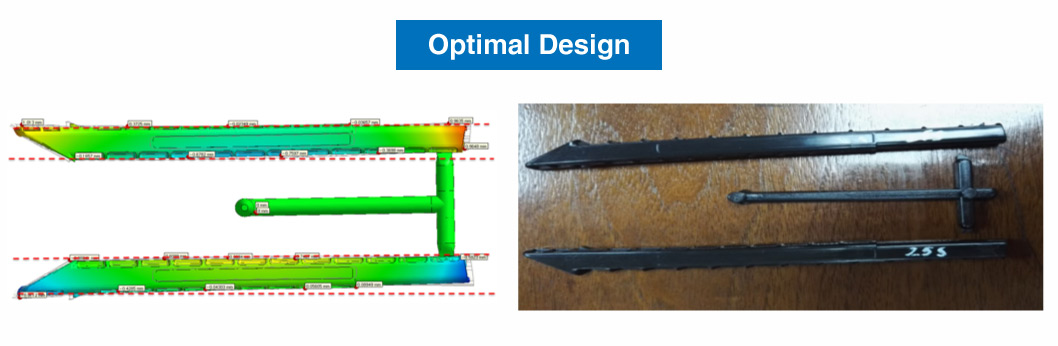
圖七 進行修改和驗證后,解決了變形問題,且實際成型的產(chǎn)品也與仿真結(jié)果相近。
結(jié)果
透過Moldex3D的分析,威仕實業(yè)能清楚找出造成產(chǎn)品變形的因素,而進行設計變更和產(chǎn)品驗證。如此一來便可縮短研發(fā)時間、并制造出質(zhì)量可靠的產(chǎn)品。





















工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP




