純電動汽車動力電池低溫充電熱管理試驗研究
隨著電動汽車市場從一線及大中型城市向中小城市不同氣候地區延伸,需要滿足高溫、低溫以及一些較惡劣環境工況的使用要求。對于用戶而言,汽車動力電池低溫充放電受限問題的影響尤其明顯。要滿足低溫環境中車輛動力電池使用需求,首先要解決低溫充電功率小、充電速度慢、充電容量低的問題,這對純電動車輛電池及其熱管理系統提出了更高的要求。
1 電池低溫性能
某型號動力電池電芯,75%SOC電量,放置在80~-40℃可調的溫箱中進行測試,先將電芯保溫24h,使其溫度達到60℃,然后讓電芯從60℃逐級降到-30℃,測其直流內阻(DCIR)從1.5mΩ升至13.5mΩ,后半段電芯DCIR上升速率非常大,如圖1所示,隨著溫度逐步降低,其直流內阻將快速增加。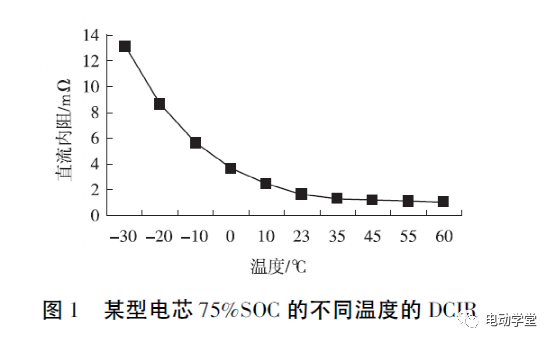
在低溫環境中,動力電池電芯隨著溫度的不斷降低,其充放電能力將快速下降,電池充放電容量也將快速減少。如圖2所示,控制充電截止電壓3.4V不變,測試某型電芯在不同低溫下的充電容量:在0℃時,由于電芯DCIR增大,充電容量下降到常溫(25℃)的95%,且比常溫充電時間長約0.15h;而在低溫-10℃時,由于電芯DCIR進一步增大,充電容量僅達常溫(25℃)的75%,且比常溫充電時間長約0.35h。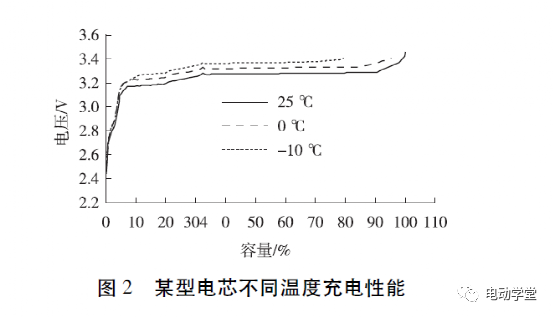 另外,低溫充電時,電池負極表面還容易析出金屬鋰,循環充電過程中,鋰金屬不斷循環生長,最終會刺穿電池隔膜,造成電池內部短路,不僅對電池造成永久性損傷,還會誘發電池熱失控,導致其使用安全性大大降低。
另外,低溫充電時,電池負極表面還容易析出金屬鋰,循環充電過程中,鋰金屬不斷循環生長,最終會刺穿電池隔膜,造成電池內部短路,不僅對電池造成永久性損傷,還會誘發電池熱失控,導致其使用安全性大大降低。
因此,實際車輛使用過程中,為確保充電的安全性,車輛BMS常采用低溫充電控制策略保護動力電池,即較常溫而言,降低充電電流和充電功率延長充電時間,一般為常溫充電時長的兩倍以上,且充電電量僅能達到常溫充電的60%~80%。
2 熱管理方案優化及驗證
某車型原采用PTC水加熱方式對動力電池進行加熱,如圖3所示。原系統存在熱量損失較大、加熱溫差較大、加熱過程電耗較大等缺點。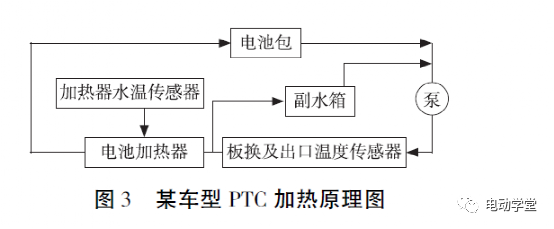

為滿足低溫環境動力電池快速升溫,能快速進入大功率充電要求,在圖3所示原電池包加熱系統的基礎上,進行以下三方面優化。
2.1 隔熱優化及驗證
電池包一般布置在車輛底盤下方,電池包電芯的熱量會傳遞到電池托盤,與外界低溫環境進行熱交換而損失熱量。因此,可以通過加大電芯與電池托盤之間的熱阻,來提高電池包保溫能力。
1)原設計僅在電池包整體底部及四周墊包了一塊普通隔熱棉板。對其車型進行測試,將常溫25℃下的整車靜置在-40℃環境艙中,保溫27h后,當電池包電芯的初始最低溫度降至10℃時,開始進行測試記錄。經過37h,電池電芯最低溫度降至-10℃,平均溫降速率約0.54K/h,且電芯極端溫差較大(在5~7K)。
2)經設計優化,在電池模組周邊布設一定厚度且熱導率小的Z型隔熱氣凝膠氈,替代原普通隔熱板,減緩電池在低溫環境下的加熱熱量損失,提高電池包的保溫能力。同時,夏天使用同一套電池冷卻系統管路,設置該Z型隔熱氣凝膠氈后,也降低了高溫環境下的冷量損失,也提升了保溫能力。
3)對采用2)優化措施的車型進行測試,將常溫25℃下的整車靜置在-40℃環境艙中,保溫約120h后,當電池包電芯的初始最低溫度降至10℃時,開始測試記錄。經過156h,電池電芯最低溫度降至-10℃,平均溫降速率約0.128K/h。明顯可見,采用特殊Z型隔熱膠氈能大大提高電池包的保溫效果,同時降低電池包中電芯的極端溫差(可控制在3~5K)。
2.2 加熱管路結構優化及仿真驗證
優化電池包內部加熱管路結構,減小其與電芯之間的熱阻,使電芯能夠更高效地吸收加熱介質的熱量。
由于導熱量與管路橫截面積、介質流態等因素成正比關系,把電池包內原橢圓加熱管路優化設計成口琴式扁平管路,并增大管路與電芯模組底部的接觸導熱面積。同時,口琴管扁平結構更容易使快速流動的高溫介質形成湍流,進一步提升加熱熱傳導效率。
此外,在口琴管路與電芯模組之間增涂一層一定厚度且導熱系數高的導熱膠,使導熱性能更好。導熱膠厚度控制在1~2mm,若太厚導熱效果差,成本高;若太薄管路和電芯模組之間貼合不緊密,導熱效果差。經仿真分析,優化前,電池模組的溫度范圍在10.0~15.0℃之間,溫差較大,其中對流換熱系數僅3.2W/m2·K,導熱效果比較差,熱成像溫度不均勻。
優化后,電池模組溫度范圍可保持在13.8~15.0℃之間,溫差較小,其中對流換熱系數可達4.8W/m2·K,導熱效果比較好,熱成像溫度較均勻。
2.3 加熱控制策略優化及驗證
1)當電芯溫度低于5℃時,電芯允許的充電倍率較低,充電效能較差;而當電芯溫度高于5℃(一般在5.0~15.0℃之間)時,就基本能滿足充電性能要求。因此,為減少PTC加熱充電耗能,將電池加熱進入溫度由原控制策略的電芯平均溫度10℃優化設置為5℃。
2)當電芯平均溫度升高達到15℃時,電池包整體使用性能已基本與常溫25℃左右時差不多。因此,為了進一步降低PTC加熱充電耗能,將加熱退出溫度由控制策略模塊的電芯平均溫度20℃優化設置為15℃。
3)在低溫充電過程中,原充電功率策略如下:Pb=Pa–Pc且Pa=P0,其中P0為電池包的允許充電功率,Pa為充電樁輸出功率,Pb為電池包的實際充電功率,Pc為電池加熱模塊PTC加熱的功率。當低溫電池加熱充電時,Pc直接消耗了Pa中的一部分功率,且BMS控制要求Pa=P0,導致Pb小于P0,也未充分利用充電樁的可輸出功率。
經優化后的充電功率策略如下:PA=P0+Pc且PB=P0,其中PA為充電樁輸出功率,PB為電池包的實際充電功率。當低溫電池加熱充電時,BMS控制請求PB=P0。因此,與原策略相比,優化后的策略使得PA>Pa,PB>Pb。既充分利用了充電樁的能力,同時,在充入電池包電量相同的前提下,又縮短了充電時間。
4)效果驗證。對同時采取以上1)、2)、3)控制策略優化后的車型進行綜合測試,在充電量相同(相比于優化前)的情況下,PTC加熱時間縮短了0.2h,耗能降低了0.9kW·h,充電時間縮短約0.32h。
2.4 整體方案優化效果驗證
同時采取上述2.1、2.2、2.3優化方案后,測試整體效果情況。整車靜置在-20℃環境溫度下,電池電芯初始最低溫度為-10℃,SOC電量為0,然后進行加熱充電,直到充滿SOC100%,電池電芯最低溫度加熱升至15℃。優化前后充電時長分別為2.2h和1.8h,平均充電功率分別為30kW和35kW。全程平均充電功率提升約5kW,充電時間縮短約0.4h。
3 結束語
通過對整車低溫環境下電池加熱系統的優化,測試結果表明:優化后的熱管理系統改動小,成本低,大大提升了動力電池在低溫環境下的充放電性能、使用壽命及安全性能。





















工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP




