什么是模具,模具起源在什么時候?現(xiàn)代的模具設計基準你都知道嗎

最早的模具是出現(xiàn)在什么時候呢?
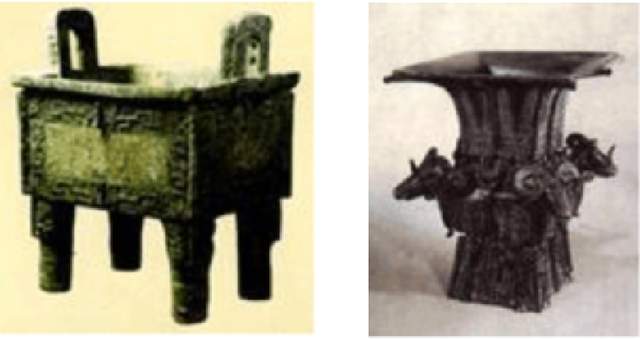
事實表明早在5000──7000年前,人類就開始使用了模具,因為不使模具,要制造象青銅大立人、裸體帶冠祭師立人像以及司母戊大方鼎這樣的大型青銅作品是無法想象的。
古人是怎么制造模具從而制作產(chǎn)品呢?
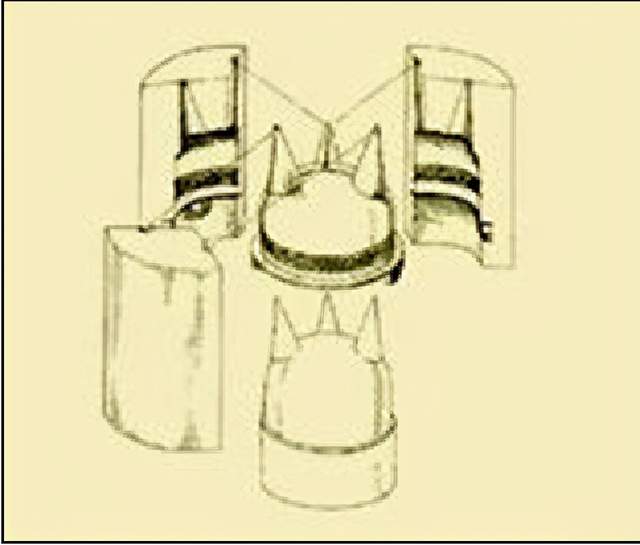
泥范鑄造法
泥范鑄造法大體要經(jīng)過制做模型、塑出花紋、翻制泥范、高溫焙燒、澆注金屬液體以及加工修整等工藝過程,不適宜鑄造器形和雕鏤復雜的器物,需分瓣。

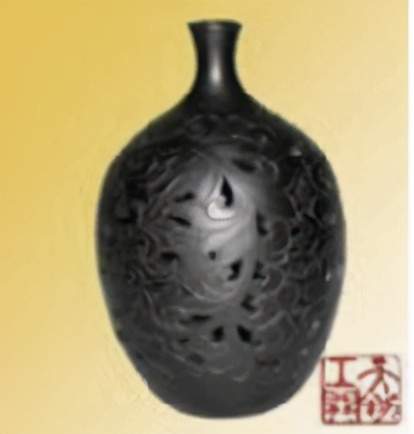
失蠟法鑄造
先用蠟、松香、油脂等配制成蠟料,后根據(jù)需要制成不同形狀、紋飾的蠟模,再以馬糞泥或低漿泥掛涂成型,陰干后加熱把蠟化去,形成鑄型空腔,再澆鑄成器。這種方法可用整模,無需分塊,鑄出的成品可達很高的精度。
現(xiàn)代的模具跟古代有什么相同地方?
古人所做的模具已經(jīng)包含了現(xiàn)代模具最主要的部分—模仁。也就是現(xiàn)代模具的型芯,型腔。
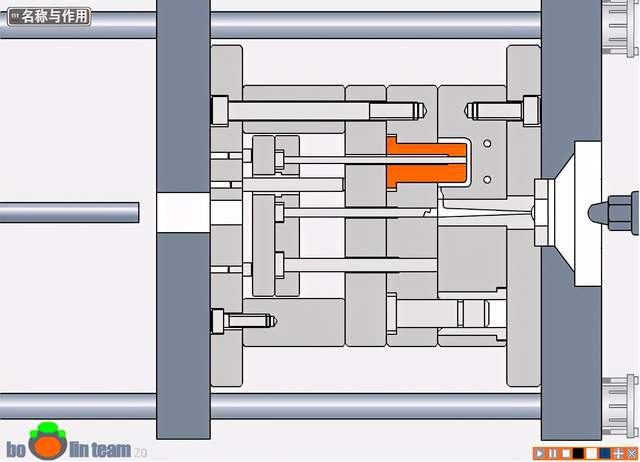
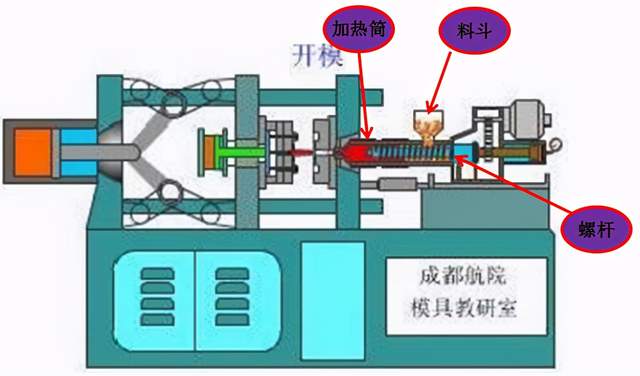
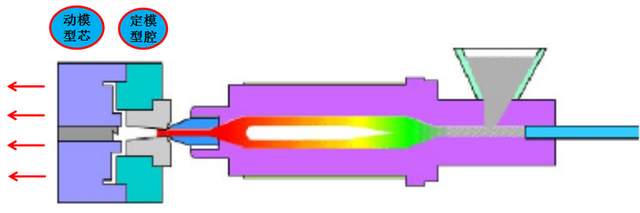
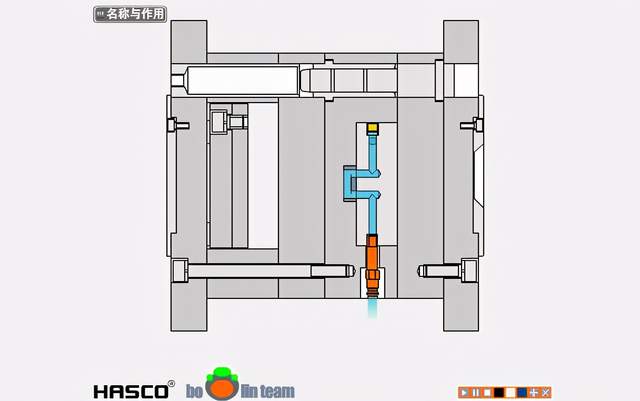
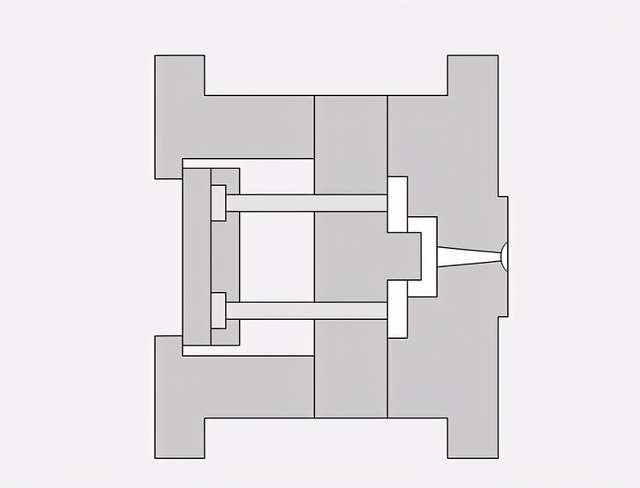
現(xiàn)代模具的演變-注塑機
進入工業(yè)文明之后,我們的模坯材料由土坯變成了金屬,而產(chǎn)品的材料也由金屬液體變成塑膠溶料,為了適應批量化生產(chǎn),像古人那樣靠人力去填充金屬液體總是效率太低,于是機器取代人類的工具——注塑機 就應運而生了。
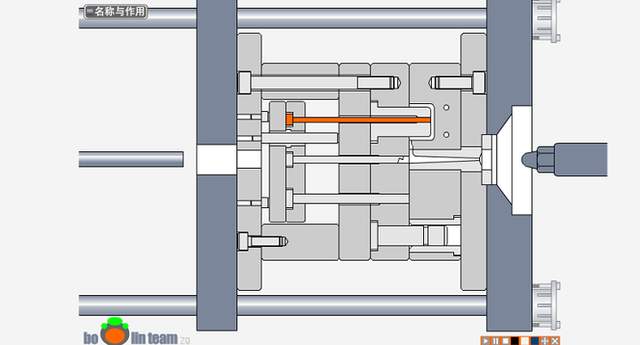
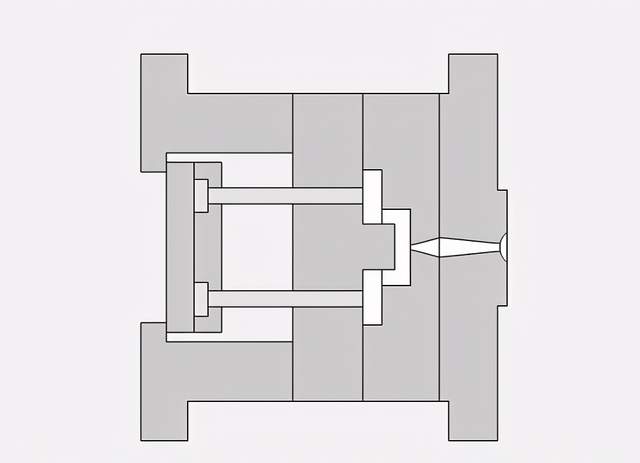
現(xiàn)代模具的發(fā)展—頂出系統(tǒng)
有了注塑機之后人們開始批量生產(chǎn)了,人們設計出了最簡易的模具(只有型芯,型腔)但是到實際生產(chǎn)中又遇到了很多大問題。
問題:每次開模之后,塑件跟著后模移動完成開模動作,塑件怎么取出???(塑件冷卻收縮包緊在型芯上面)。
鑒于以上問題,模具脫模機構(gòu)就應運而生了. 頂出多數(shù)靠頂桿、頂針、頂塊、司筒實現(xiàn)
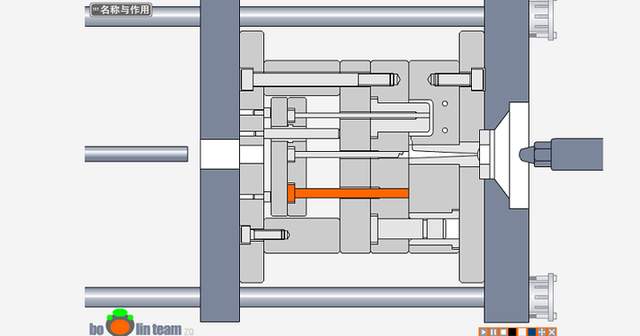
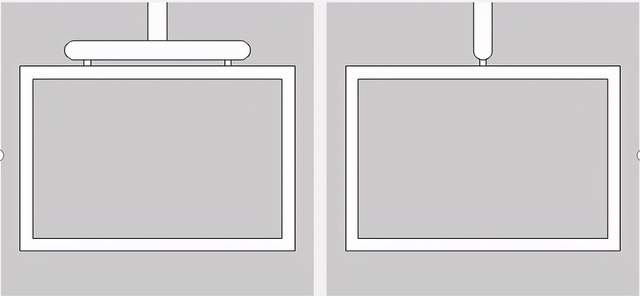
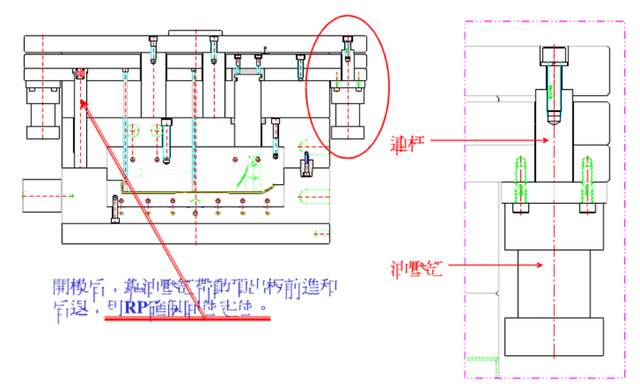
模具復位系統(tǒng)
相應于之前的頂出系統(tǒng),產(chǎn)品頂出之后,頂桿是怎么復位進入到下一次成型周期的呢?
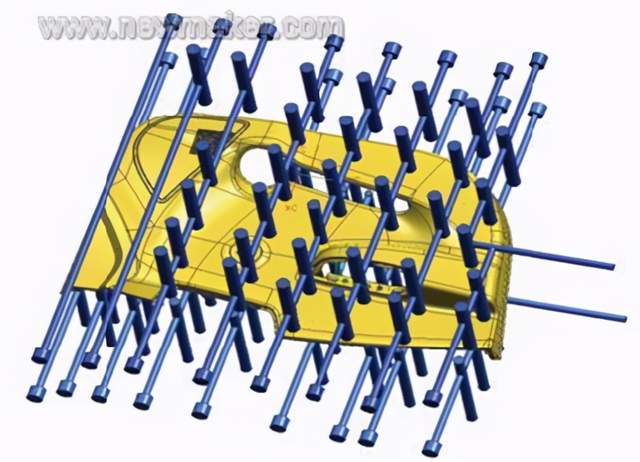
模具冷卻系統(tǒng)
有了頂出系統(tǒng)之后,生產(chǎn)效率大大增加了,但是每個生產(chǎn)周期,只靠塑件自然冷卻然后取出塑件,還是浪費了很多時間,于是乎,人們又研究出了冷卻系統(tǒng) —運水。而且事實證明,良好的冷卻系統(tǒng)對于塑件質(zhì)量的控制也有很明顯的作用。
模具行位
對于比較簡單的產(chǎn)品,簡單的開合模就可以了,但是下面的產(chǎn)品呢?
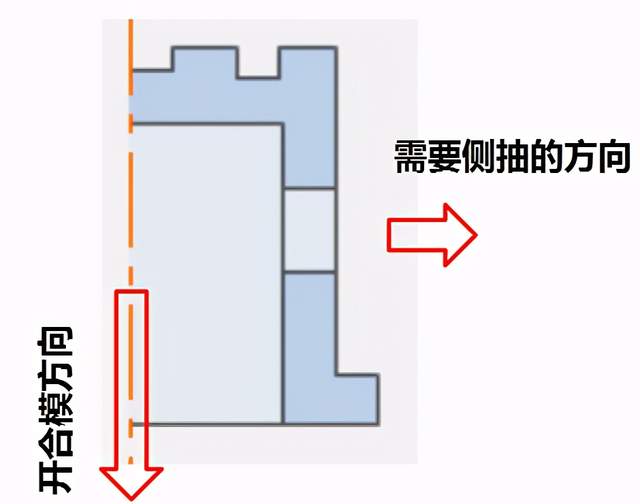
隨著產(chǎn)品結(jié)構(gòu)與功能的需要,行位很好的解決了這個問題
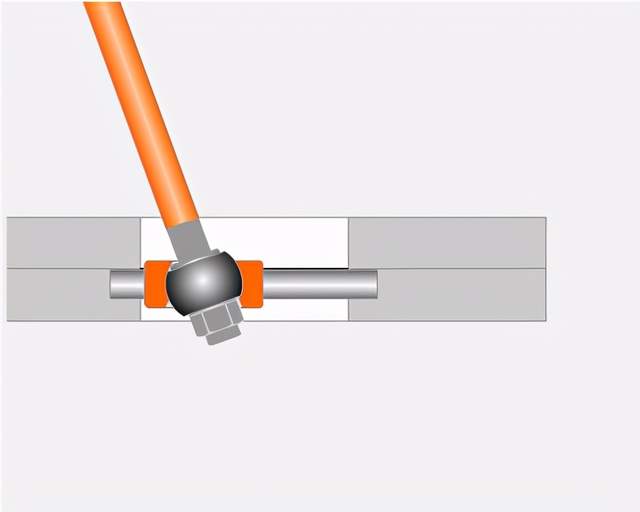
模具斜頂
類似于行位,處于產(chǎn)品結(jié)構(gòu)與功能的需要,我們相應的研發(fā)出了斜頂。
進膠系統(tǒng)
隨著對產(chǎn)品質(zhì)量要求的提高,不同進膠形狀,位置等都影響著注塑產(chǎn)品質(zhì)量,因此澆注系統(tǒng)也就成了模具重要系統(tǒng)。詳細介紹見專題部分。
模具大水口兩板模
二板模式指那些能從分模面分開成前、后兩半的模具
細水口三板模
三板模主要由三個部分或模板組成,開模后,各模板之間相隔一段距離,膠件從形成分模面的兩塊模板之空間距離落下,澆道則從另一空間距離落下(這是對冷流道模具來講),這種把膠件與澆道分隔開的模具稱三板模。
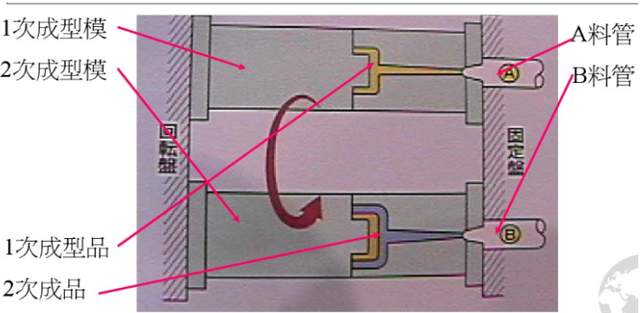
雙色注塑模具(HL LENS)
原理:雙色注塑成型機兩只料管配合兩套模具按先后次序分兩次注塑成型雙色產(chǎn)品。
步驟:
1.原料經(jīng)A料管第一次成型制成產(chǎn)品A
2.周期開模,成型機模板旋轉(zhuǎn)180度至B合模
3.B原料經(jīng)B料管注入2次成型模腔成型產(chǎn)品并頂出
倒裝模具(HL HSG)
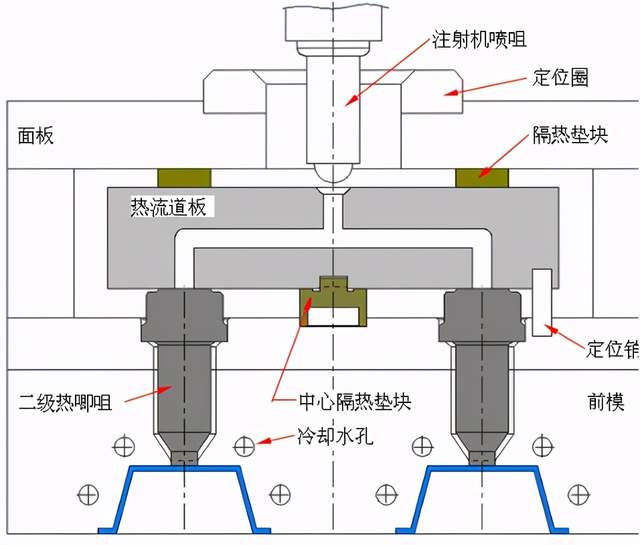
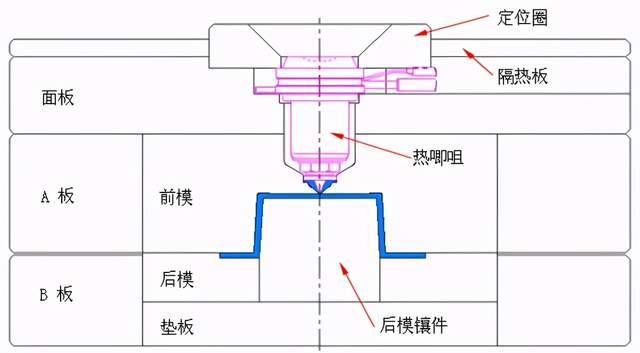
熱流道模具
無流道凝料模具是針對熱塑性膠料,利用加熱或隔熱的方法使流道內(nèi)的膠料始終保持熔融狀態(tài),從而達到無流道凝料或少流道凝料目的的注射模具。
優(yōu)點:
1.無流道凝料或少流道凝料,膠料的有效利用率高,并可充分發(fā)揮注射
機的塑化能力。
2 .熔融膠料在流道里的壓力損耗小,易于充滿型腔及補縮,可避免產(chǎn)生
膠件凹陷、縮孔和變形。
3.縮短了成形周期,提高了生產(chǎn)效率。
4.澆口可自動切斷,提高了自動化程度。
5.能降低注射壓力,可減小鎖模噸位。
缺點:
1.裝有熱流道板的模具其閉合高度加大,有可能需要選用較大的注射機。
2.熱唧咀、熱流道板中的熱量經(jīng)熱輻射和熱傳導影響前模溫度,模具設
計時應盡量減少熱傳遞,加強前模冷卻。
3.模具成本較高
二級開放式
一級針閥式
常見澆口形式及優(yōu)缺點
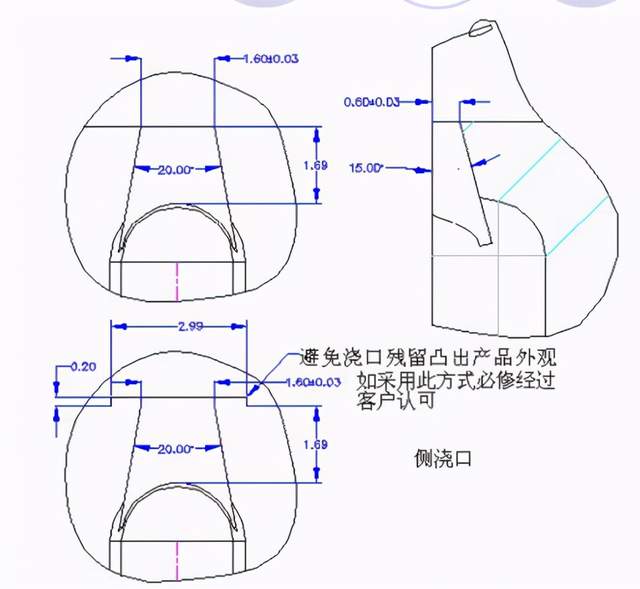
測澆口
搭接式澆口
優(yōu)點:
1.它是側(cè)澆口的演變形式,具有側(cè)澆口的各種優(yōu)點
2.是典型的沖擊型澆口,可有效的防止塑料熔體的噴射流動
缺點:1.)不能實現(xiàn)澆口和膠件的自行分離
2.容易留下明顯的澆口疤痕。
應用:
適用于有表面質(zhì)量要求的平板形膠件。
潛澆口
點澆口
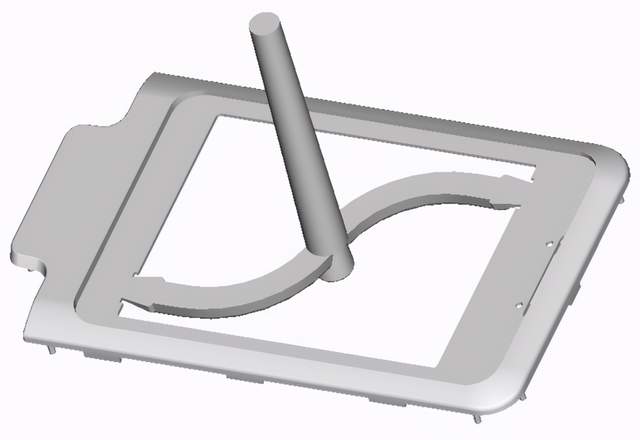
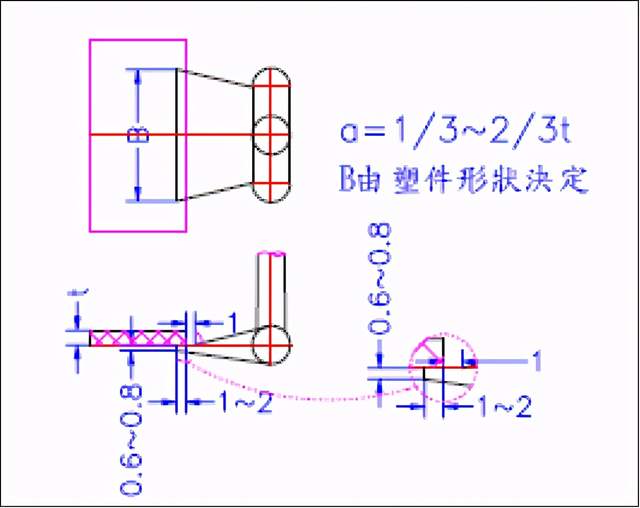
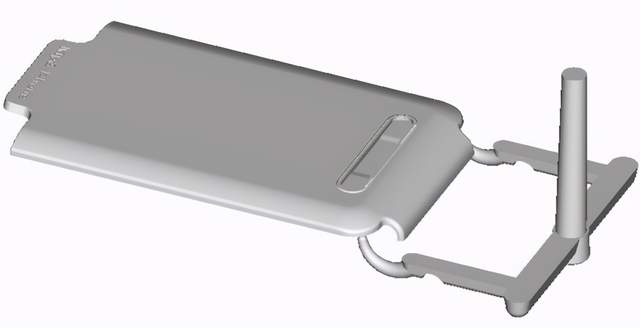
牛角進膠
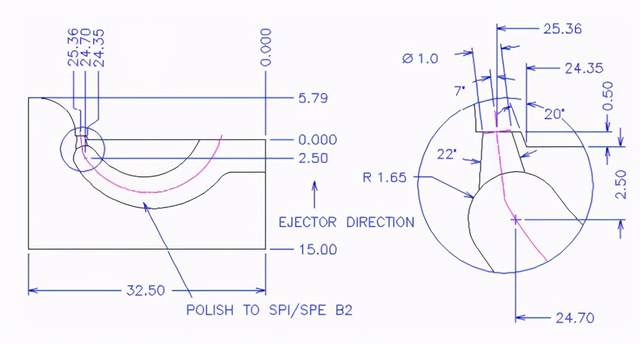
牛角進澆參數(shù)
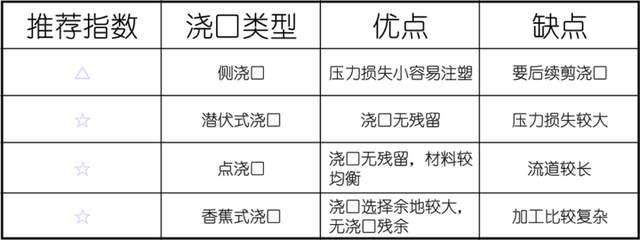
總結(jié):各類澆口的優(yōu)缺點
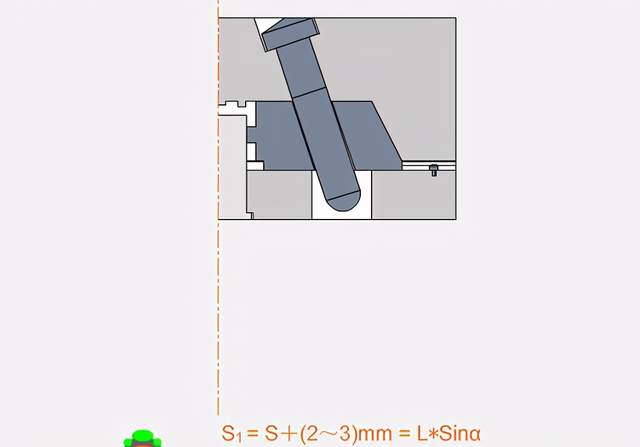
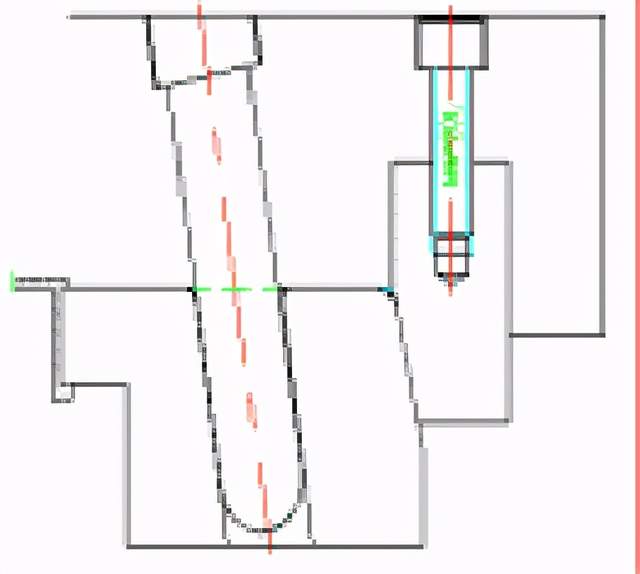
行位:對有側(cè)向分型、抽芯的機構(gòu)統(tǒng)稱
動作原理:
是利用成型的開模動作用,使斜撐梢與滑塊產(chǎn)生相對運動趨勢,使滑塊沿開模方向及水平方向的兩種運動形式,使之脫離倒勾
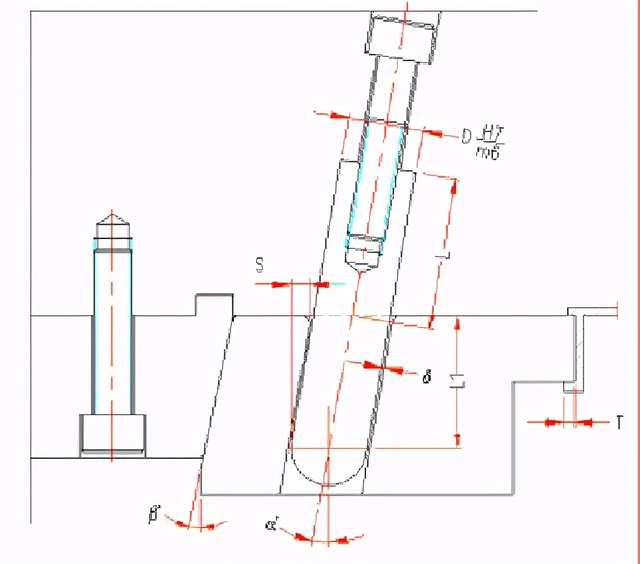
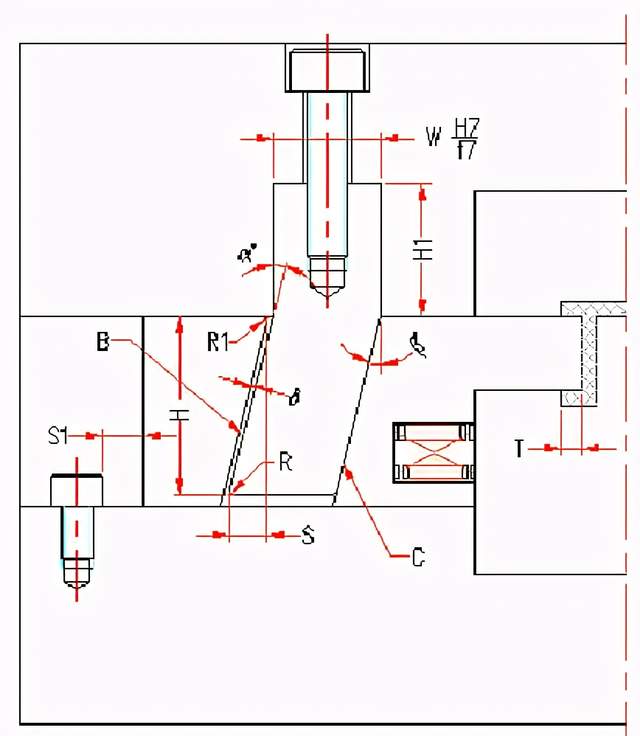
α≦25°(斜桿,撥快傾斜角度) S=T+2~3mm (S 為滑塊需要水平運動距離;T 為成品倒勾)
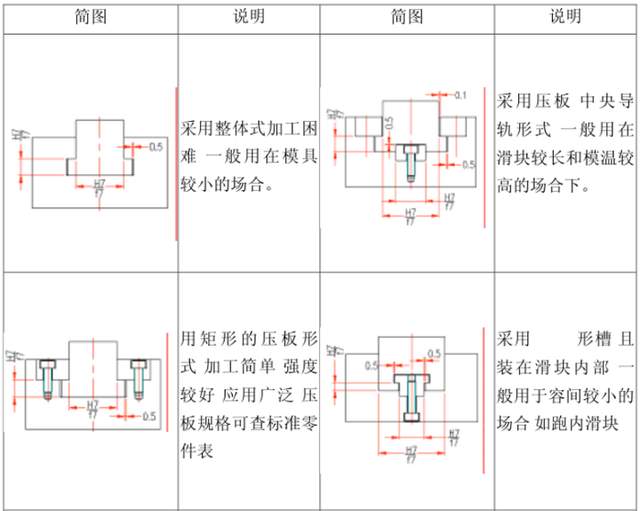
滑塊的鎖緊及定位方式:
由于制品在成型機注射時產(chǎn)生很大的壓力,為防止滑塊與活動芯在受到壓力而位移,從而會影響成品的尺寸及外觀(如跑毛邊),因此滑塊應采用鎖緊定位,通常稱此機構(gòu)為止動塊或后跟塊。常見的鎖緊定位方式如下圖:
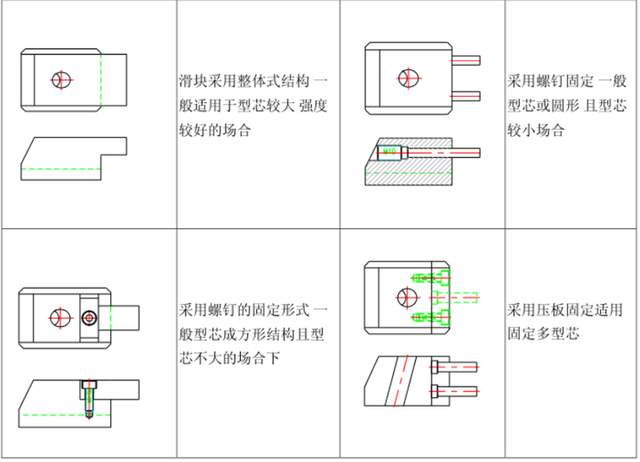
滑塊入子的連接方式:
滑塊頭部入子的連接方式由成品決定,不同的成品對滑塊入子的連接方式可能不同,具體入子的連接方式大致如下
滑塊的導滑形式:
塊在導滑中 活動必須順利、平穩(wěn) 才能保證滑塊在模具生產(chǎn)中不發(fā)生卡滯或跳動現(xiàn)象 否則會影響成品質(zhì)品 模具壽命等,常用的導滑形式如下:
前模行位機構(gòu)
定義:模行位機構(gòu)是指行位設置在前模一方,因此須保證行位在開模前先完成分型或抽芯動作;或利用一些機構(gòu)使行位在開模的一段時間內(nèi)保持與膠件的水平位置不變并完成側(cè)抽芯動作。
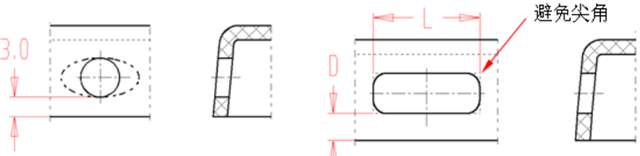
結(jié)構(gòu)設計:
1.當行位成型形狀為圓形、橢圓形時,如下圖所示,邊間距要求>3.0mm
2.當行位成型形狀為長方形時,邊間距取決于“L”的長度。L>20.0mm時,D>5.0mm;L>20.0mm時,D>L/4
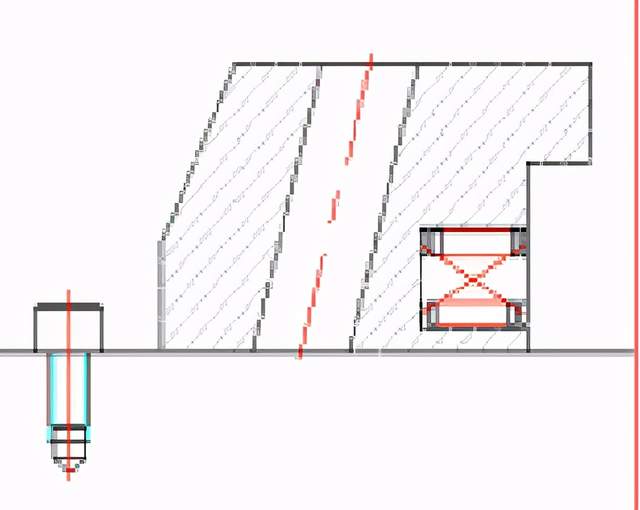
后模行位機構(gòu)
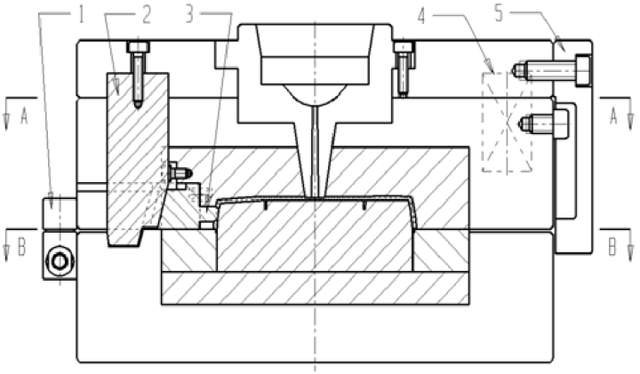
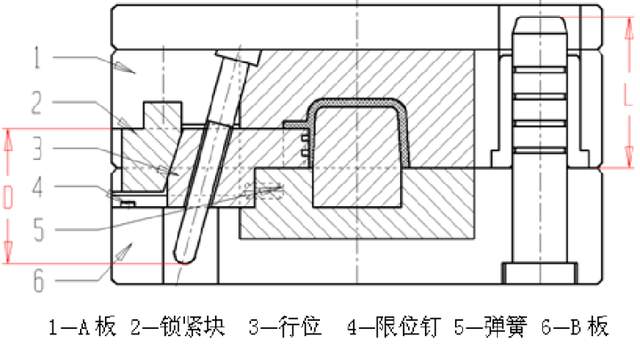
定義:后模行位機構(gòu)的主要特點為行位在后模一方滑動,行位分型、抽芯與開模同時或延遲進行,一般由固定在前模的斜導柱或鏟雞驅(qū)動,開模時行位朝遠離膠件的方向運動。其典型結(jié)構(gòu)如下
內(nèi)行位機構(gòu)
定義:內(nèi)行位機構(gòu)主要用于成型膠件內(nèi)壁側(cè)凹或凸起,開模行位向膠件中心方向移動。
哈佛模
定義:由兩個或多個滑塊拼合形成型腔,開模時滑塊同時實現(xiàn)側(cè)向分型的行位機構(gòu)稱為哈呋模。哈呋模的側(cè)行程一般較小。
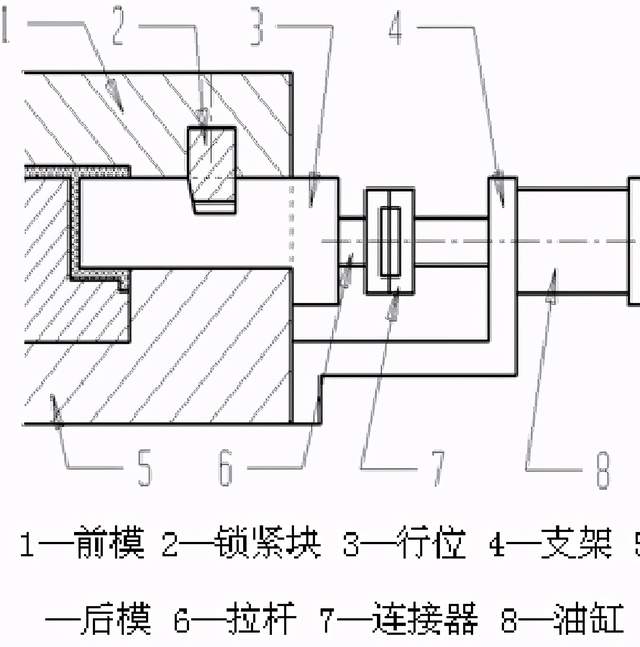
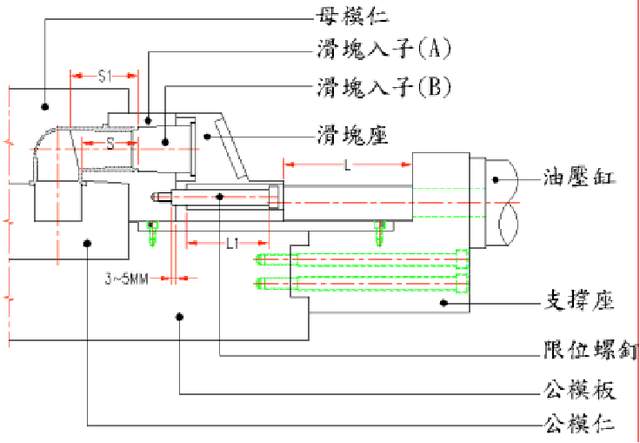
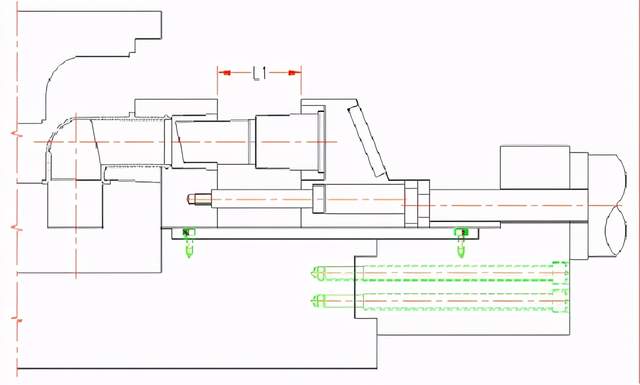
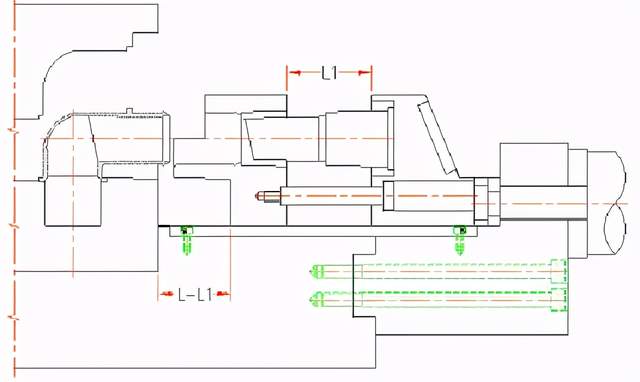
液壓(氣壓)行位
定義:用液體或氣體的壓力,通過油缸(氣缸)活塞及控制系統(tǒng),實現(xiàn)側(cè)向分型或抽芯。液壓(氣壓)行位機構(gòu)的特點是行位行程長,分型力量大,分型、抽芯不受開模時間和頂出時間的限制,運動平穩(wěn)靈活。
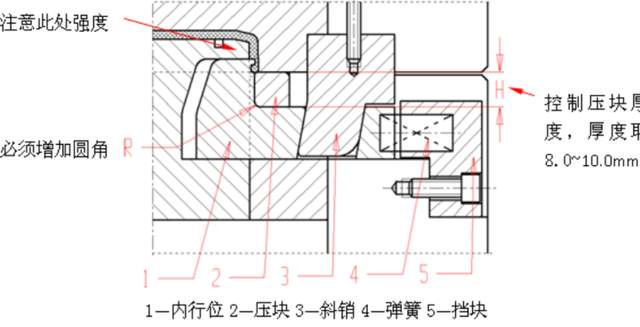
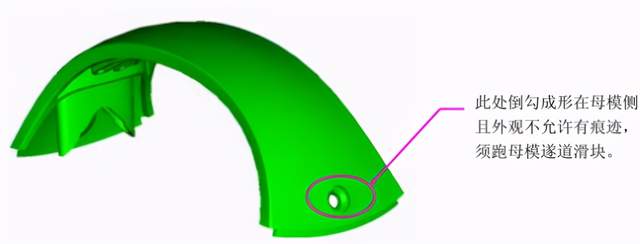
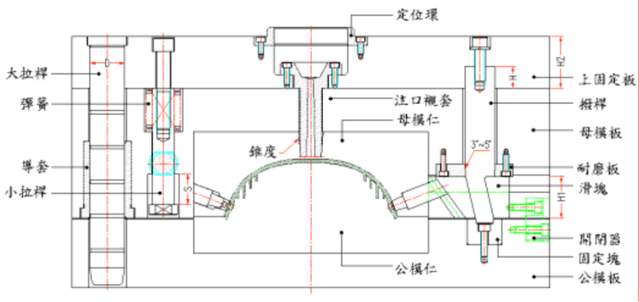
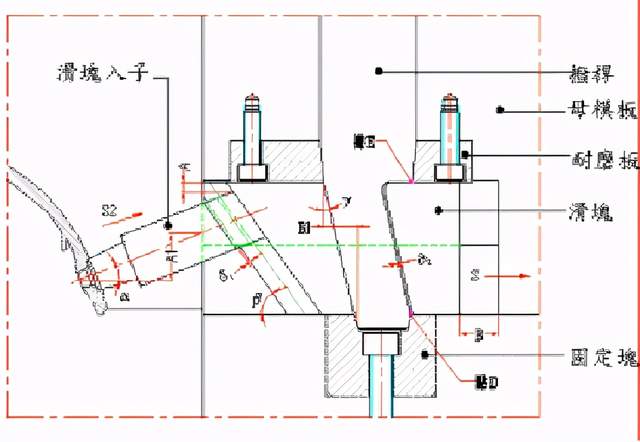
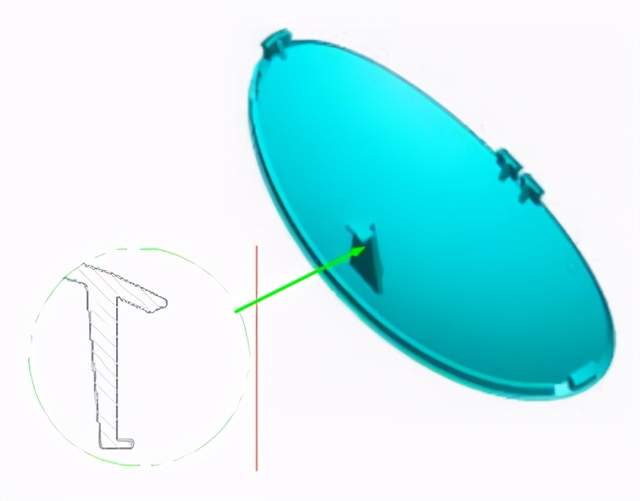
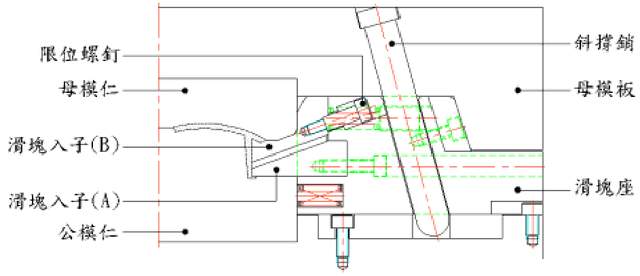
母模遂道滑塊
1.應用特點:
a.制品倒勾成型在母模側(cè)
b.制品外觀有允許有痕跡
c.滑塊成型面積不大
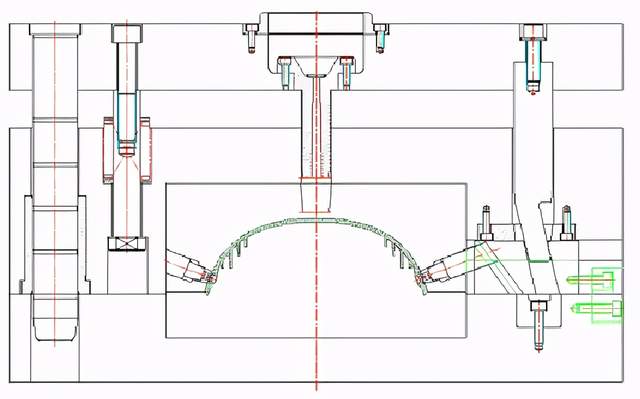
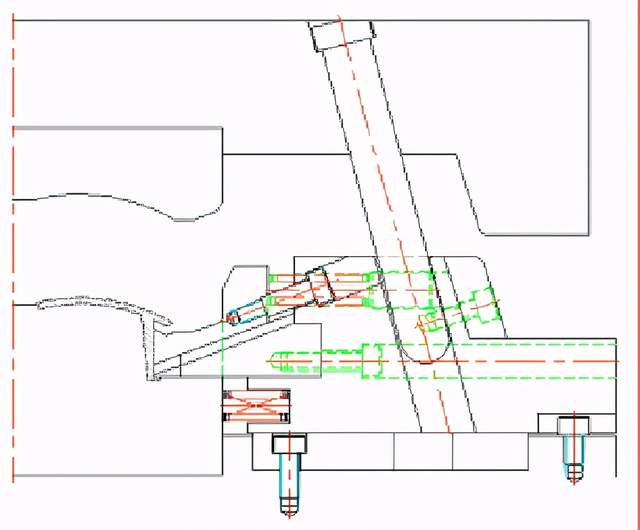
第一次分模
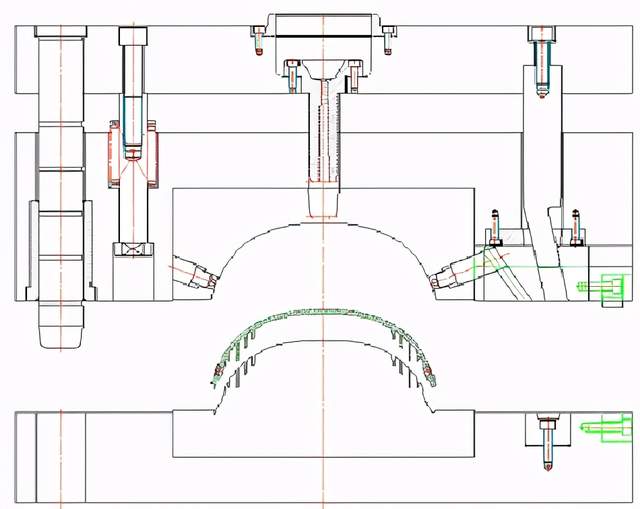
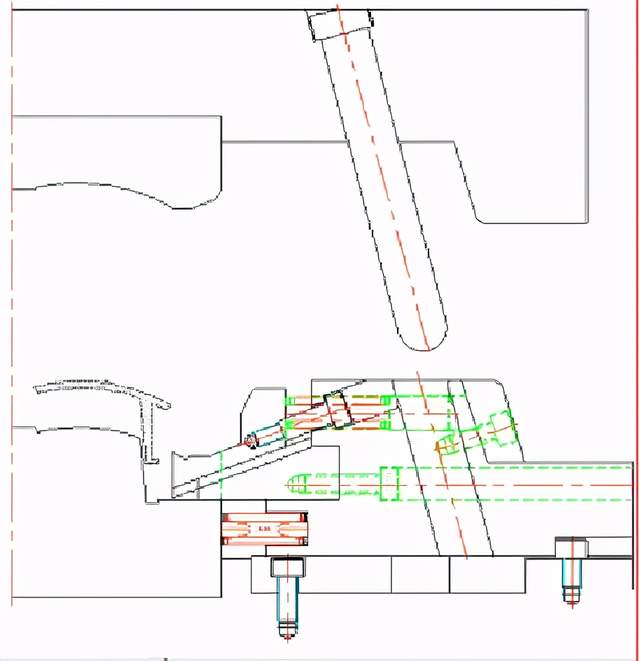
第二次分模
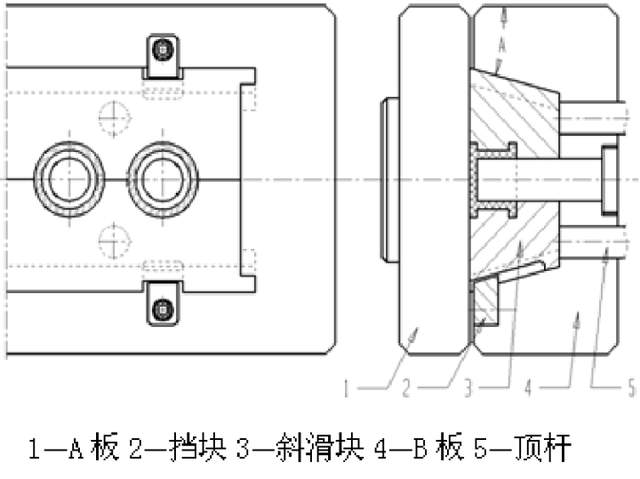
延遲滑塊
應用特點:
1 成品外側(cè)滑塊抽芯力大防止成品拉變形
2.利用延遲滑塊作強制脫模
第一次分模
第二次分模
斜銷式滑塊
應用特點:
一般用在成品有滑塊機構(gòu),同時沿滑塊運動方向成品也有倒勾,這時可采用斜銷式滑塊。
第一次分模
第二次分模
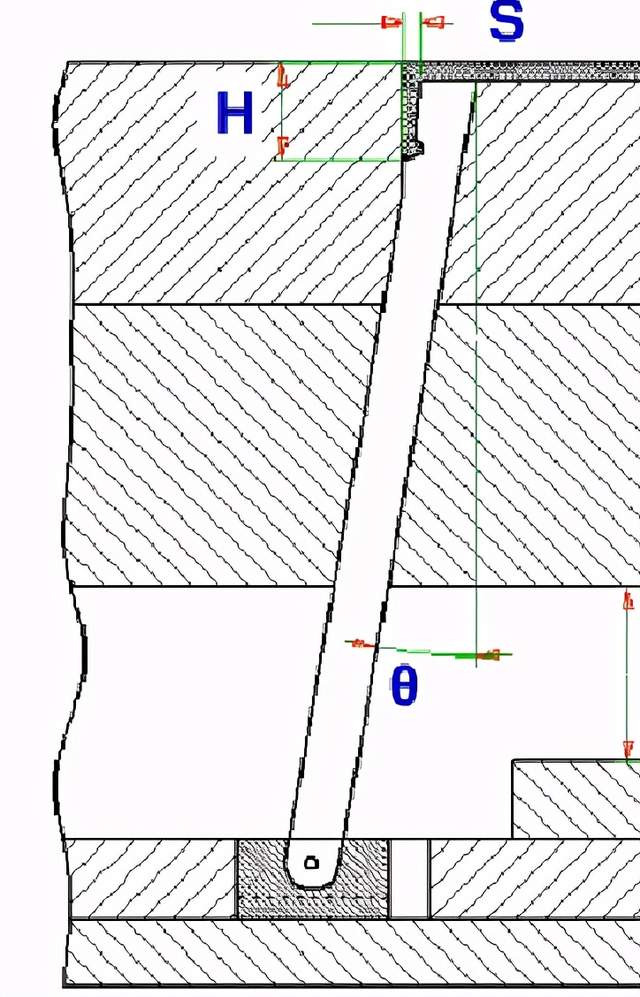
斜頂
對有側(cè)向分型、抽芯的機構(gòu)統(tǒng)稱
概念分類
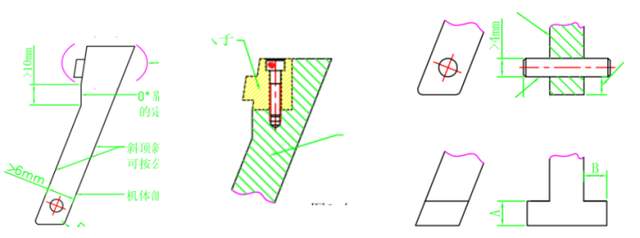
1.斜頂一般由二個部分所構(gòu)成:機體部分和成形部分。
2.斜頂可以分類為:整體式斜頂和非整體式斜頂。結(jié)構(gòu)緊湊、強度較好、不容損壞。而對于較大的斜頂,設計時可運用組合式,這樣更換比較方便,也便于維修維護,加工比較簡單。
3.斜頂機體底端定位結(jié)構(gòu)的不同可分類為:圓柱銷式斜頂和T型塊式斜。圓柱銷式 加工方便、安裝配合維修維護容易。T型塊式斜頂主用于較大的精密度要求較高的產(chǎn)品。
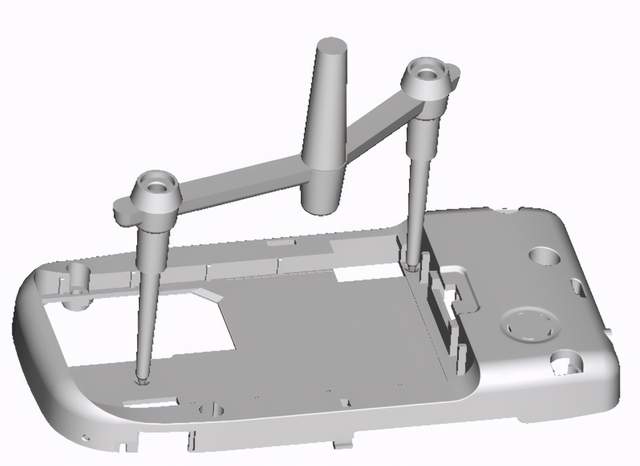
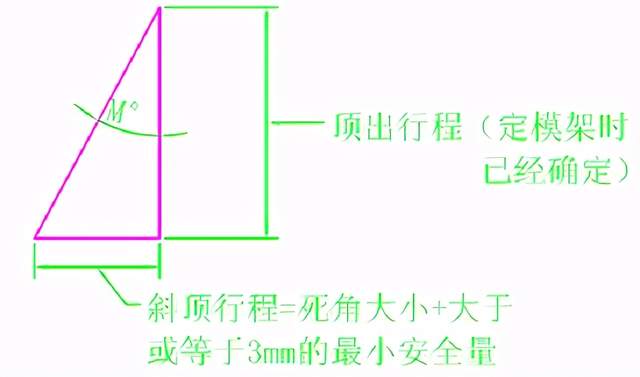
動作原理
斜頂放置在一個固定不動的模板的斜孔中,斜頂與斜孔配合。從下向上給斜頂一個推力推動斜頂向上運動一段距離之后發(fā)現(xiàn)斜頂在斜孔和推力的強迫作用下,不僅向上運動了,并且向斜頂傾斜方向運動了一定距離
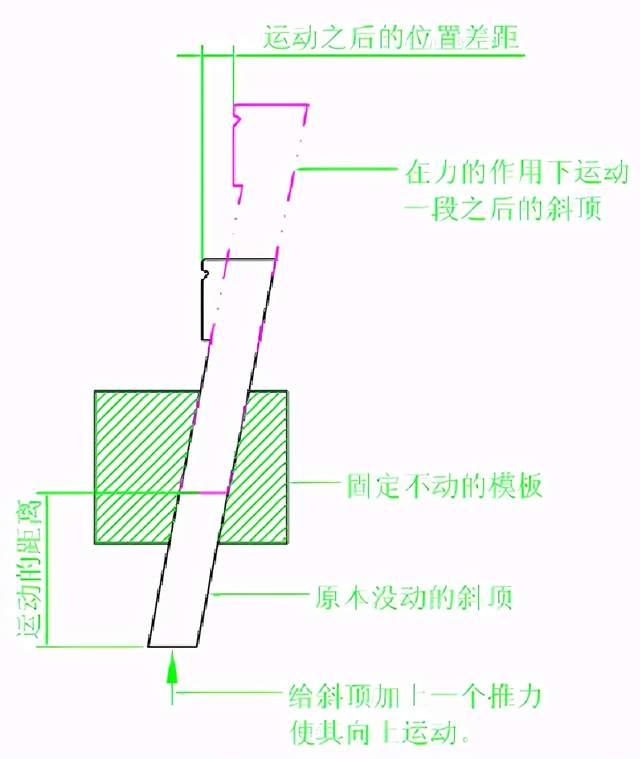
(M介于3°~12°) (一般取3°5°8°10°12°)
前模斜頂


第一次開模
第二次開模
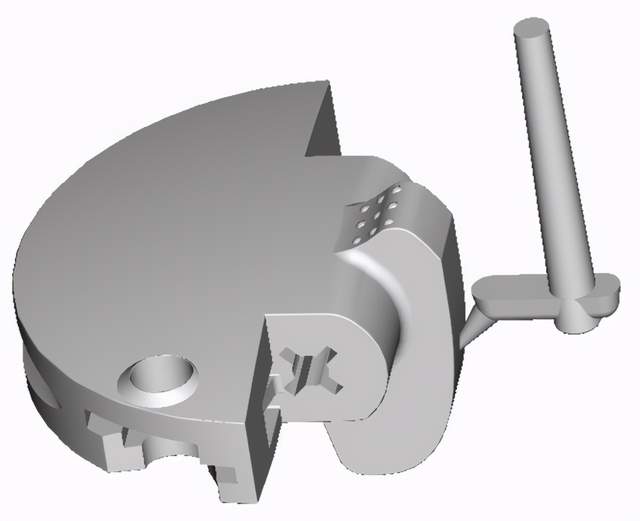
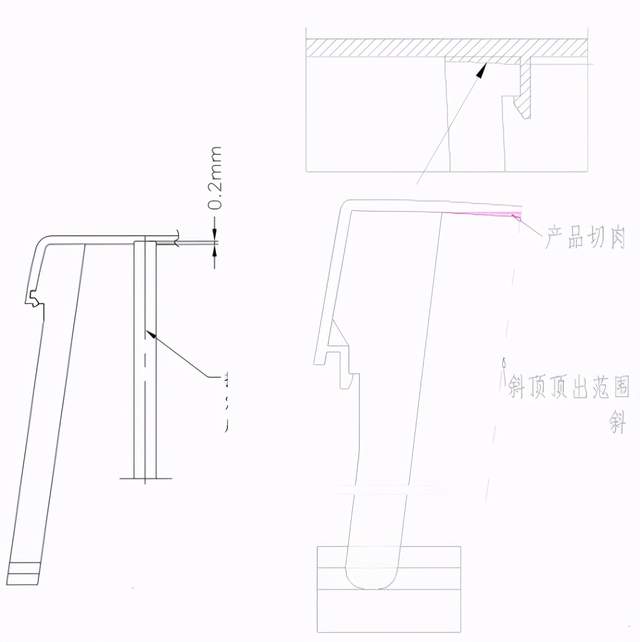
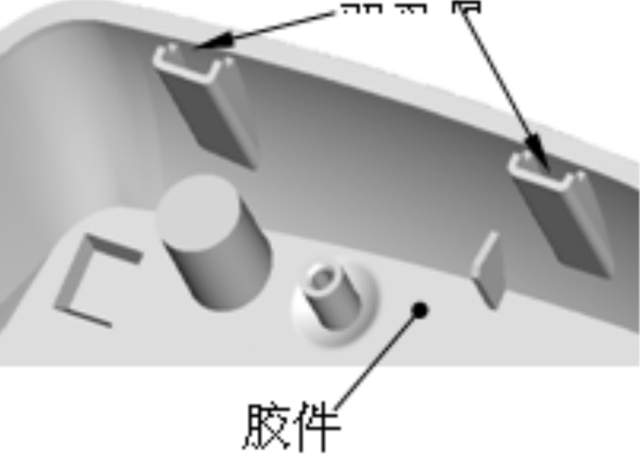
后模斜頂
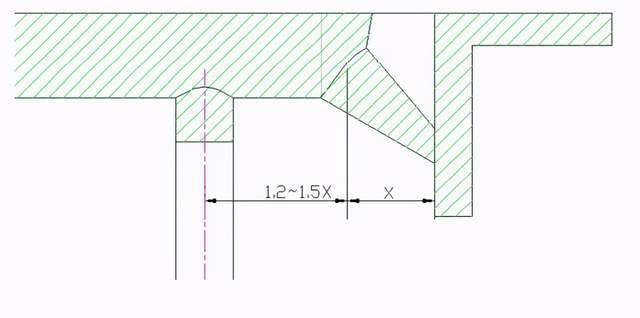
1.特殊情況需在斜頂頂面接觸面加膠或減膠0.1mm,防止鏟膠
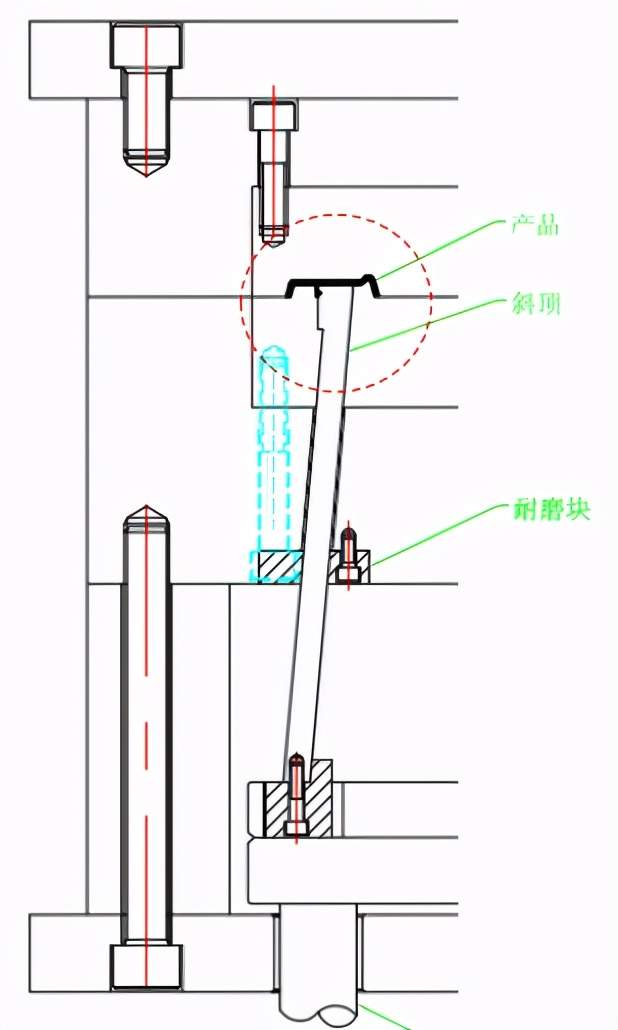
2.頂針可插入膠肉0.2mm防止斜頂帶走產(chǎn)品
塑膠產(chǎn)品常見名詞
注塑工藝相關(guān)
(1)壁厚
(2) (筋)骨位:一般骨位厚度在0.8~1.2mm范圍。當骨深15mm以上,易產(chǎn)生走膠困難、困氣, 模具上可制作鑲件,也方便省模、排氣。骨深15mm以下,脫模斜度應有0.5?以上;骨深15mm以上,骨位根部與頂部厚度差不小于0.2mm
(3)澆口
結(jié)構(gòu)相關(guān)
(1)脫模斜度。
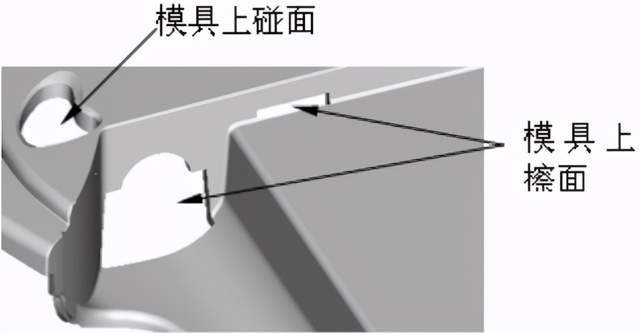
(2)擦、碰面: 模具擦、碰面應有斜度,擦面斜度有兩個功用:防止溢膠, 因為豎直貼合面不能加預載;減少磨損。
(4)分模面
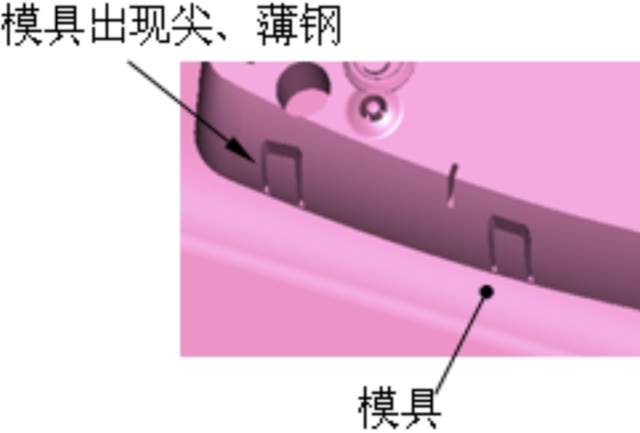
(5)尖、薄鋼位直接影響到模具的壽命。
(5)行位斜頂
膠件上直接模塑出的文字、圖案,如客戶無要求,可采用凸形文字、圖案。膠件的文字、圖案為凹形時,模具上則為凸形,模具制作相對復雜。模具上文字、圖案的制作方法通常有三種:
(1)曬文字、圖案(也稱化學腐蝕);
(2)電極加工模具,雕刻電極或CNC加工電極;
(3)雕刻或CNC加工模具。
如果你覺得文章對你有用別忘點個贊和關(guān)注~想學模具設計的小伙伴可以加我VX:1478767264QQ同號,有免費軟件學習資料提供,祝大家學有所成,致以所用!





















工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP




