模具設(shè)計(jì):還在糾結(jié)注塑產(chǎn)品有缺陷?產(chǎn)品缺陷分析解決方案大全下

上期我們講到產(chǎn)品凹痕處理,這期我們接著講產(chǎn)品的其他成型缺陷解決方案(如果沒(méi)有看過(guò)前一篇講的成型處理可以翻閱主頁(yè)的文章即可查看,想學(xué)模具設(shè)計(jì)的小伙伴也可以看主頁(yè)視頻學(xué)習(xí)交流)
一.黑點(diǎn)或灰黑斑紋
什么是“黑點(diǎn)”,灰黑斑紋
黑點(diǎn)是指成型品中出現(xiàn)黑色的點(diǎn)或條紋的現(xiàn)象。 由于某些原因,其成分估計(jì)是焦化樹脂或碳化樹脂, 或臟物。
黑點(diǎn),灰黑斑紋的生成原因
樹脂分解
1.材料滯留
2.停留時(shí)間過(guò)長(zhǎng) ( 料筒選擇過(guò)大)
3.溫度過(guò)高
另外要注意法蘭和料筒,噴嘴和法蘭之間的配合面,是否有階梯,不平整,或損壞而使樹脂滯留成為可能
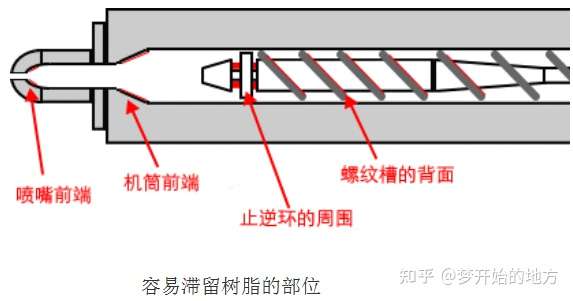
清洗不足
因清洗不充分而使以前使用的樹脂殘留在成型機(jī)內(nèi)的情況也是黑點(diǎn)的生成原因。如上一項(xiàng)所述,由于存在止逆環(huán)和螺紋槽等容易滯留樹脂的部位或螺桿磨損部位
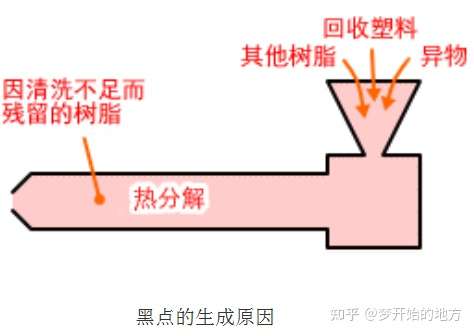
異物混入(污染)
可能混入其他易分解材料,檢查材料輸送過(guò)程及回收料狀況
過(guò)多的氣體
如果計(jì)量過(guò)程開始太早,螺桿喂料區(qū)里顆粒裹入的空氣沒(méi)有溢出喂料口,空氣就會(huì)被擠入熔料內(nèi)。然而,喂料區(qū)內(nèi)的壓力太低不能將空氣移到后面。料筒內(nèi)熔料中被擠入的空氣就會(huì)使制品內(nèi)產(chǎn)生灰黑斑紋。
黑點(diǎn),灰黑斑紋的對(duì)策
首先請(qǐng)充分清洗直至黑點(diǎn)不再出現(xiàn)
常用的清洗方法:
1.高粘度PE,PP
2.化學(xué)清洗劑:
3.拆螺桿,用銅刷刷
對(duì)于光學(xué)產(chǎn)品或要求較高的可采用一種材料一個(gè)料筒的方法
嘗試降低樹脂溫度
建議用樹脂溫度計(jì)等測(cè)量實(shí)際溫度。尤其是止逆環(huán)等容易產(chǎn)生滯留的部分最容易導(dǎo)致黑點(diǎn),因此要特別注意其附近的溫度。
縮短滯留時(shí)間
使用適合模具大小的成型機(jī)
有無(wú)污染
其他樹脂或金屬偶爾混入也可能會(huì)導(dǎo)致黑點(diǎn)。
1.重新徹底清洗
2.檢查回料是否干凈
3.檢查附機(jī)和料筒(材料輸送過(guò)程) 是否清理干凈
排除多余氣體
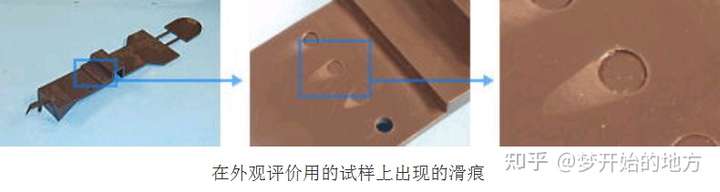
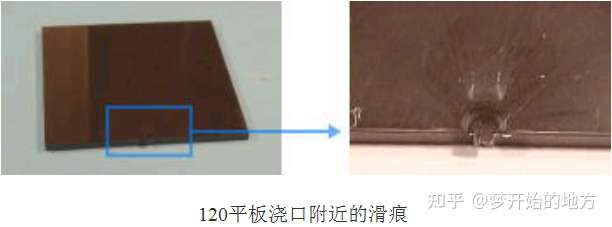
二.滑痕
什么是滑痕(外觀)
“滑痕”是指一度固化的表層屈服于隨后的壓力而發(fā)生移動(dòng)的一種現(xiàn)象。一度固化的表面在保壓或注射壓的作用下發(fā)生橫向滑動(dòng),被再次擠壓到模具上,于是成型品表面出現(xiàn)其花紋。
模具的設(shè)計(jì)
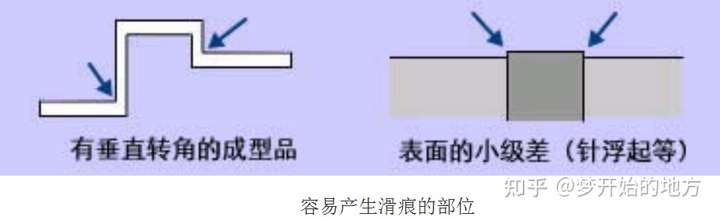
滑痕基本上是由于產(chǎn)品形狀不當(dāng)而產(chǎn)生的。雖然也有成型條件的原因,但影響并不大。容易產(chǎn)生滑痕的形狀分為三種:
1.沒(méi)有圓角過(guò)渡的轉(zhuǎn)角 2.略微跳起的頂針 3.銳邊
當(dāng)這些部位的樹脂固化層滑動(dòng)時(shí),其痕跡非常顯眼,因此容易出現(xiàn)滑痕

此外,更改澆口位置和點(diǎn)數(shù)后,樹脂流向和樹脂壓力會(huì)隨之發(fā)生變化,因此滑痕的發(fā)生情況也會(huì)發(fā)生變化。
含有潤(rùn)滑劑
在某種滑動(dòng)等級(jí)下,含有大量的油以確保滑動(dòng)性,但往往使熔體層與層之間粘合力不足, 從而容易產(chǎn)生滑痕。
注射速度的影響
注射速度偏低時(shí)固化會(huì)加速進(jìn)行,因此壓力也會(huì)相應(yīng)地增大,在此力的作用下有時(shí)也會(huì)出現(xiàn)滑痕。相反,即使注射速度過(guò)快,在此力的作用下,固化層也會(huì)變得更容易移動(dòng)。
模具溫度的影響
模具溫度偏低時(shí),模腔內(nèi)的樹脂壓力會(huì)升高,在此力的作用下有時(shí)會(huì)產(chǎn)生滑痕。相反,模具溫度過(guò)高時(shí)固化層會(huì)變軟,有時(shí)也會(huì)更容易移動(dòng)。
ps:注意澆口是否平衡
滑痕的對(duì)策
調(diào)整注射速度
在現(xiàn)有的基礎(chǔ)上,上下調(diào)整注射速度,建議采用多級(jí)注射,以消除滑痕。如果這樣能解決問(wèn)題則罷,解決不了的話則應(yīng)調(diào)整模具溫度。
調(diào)整模具溫度
在現(xiàn)有的基礎(chǔ)上上下調(diào)整模具溫度以消除滑痕。如果這樣解決不了問(wèn)題,則需要調(diào)整模具形狀。
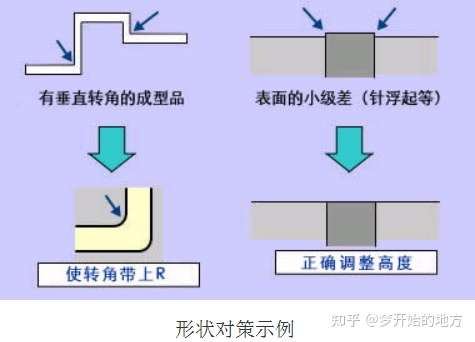
更改模具形狀
更改出現(xiàn)問(wèn)題的部分的形狀。1.圓角過(guò)渡 2.正確調(diào)整頂針等的高度 3.減小銳邊
更改材料等級(jí)
當(dāng)無(wú)法解決問(wèn)題,且不可改變模具形狀時(shí),改用其他等級(jí)的材料也不失為一種對(duì)策
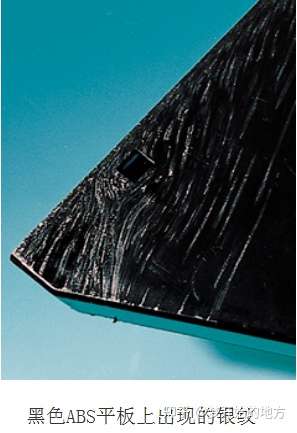
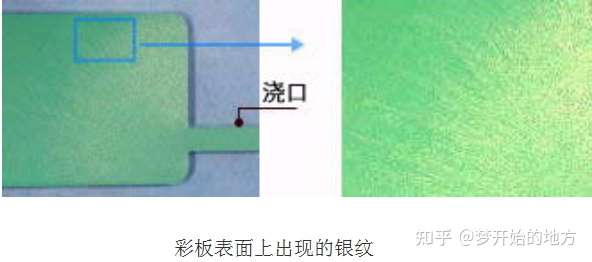
銀紋
什么是銀紋(外觀)
銀紋是指成型品表面出現(xiàn)白斑或銀色條紋的一種現(xiàn)象。
銀紋的生成原因
樹脂分解物產(chǎn)生氣體
樹脂屬于化學(xué)物質(zhì),因此會(huì)隨著溫度的增加而逐漸分解。樹脂溫度越高或停留時(shí)間太長(zhǎng),分解就越多,銀紋也就越容易出現(xiàn)。
卷入空氣
1.如果螺桿轉(zhuǎn)速過(guò)快,背壓偏低,則卷入正在塑化的樹脂中的空氣量就會(huì)增多。其結(jié)果是成型品表面出現(xiàn)條紋狀氣泡,并容易形成銀紋。
2.澆道銀紋: 主流道錐度太大, 超過(guò)10度.一般為4-6度
水份 (水跡紋的開口方向沿著料流方向。在制品未完全充滿的地方,流體前端很粗糙)
1.材料的干燥不足
2.模具型腔漏水
排氣口偏小
在氣體沒(méi)有完全排凈的狀態(tài)下,氣泡就會(huì)殘留在成型品表面,從而容易出現(xiàn)銀紋。
不同材料的混入
如果因清洗不足等原因,導(dǎo)致上次生產(chǎn)的料或清洗料筒的料的混入,而且該樹脂的溫度的偏低,有時(shí)便會(huì)產(chǎn)生氣體并誘發(fā)銀紋。另外添加有助染劑白油,潤(rùn)滑劑硅油,增塑劑丁二酯,以及穩(wěn)定劑,抗靜電劑的材料易產(chǎn)生表面剝離和銀紋。
銀紋的對(duì)策
檢查計(jì)量狀態(tài)
首先應(yīng)檢查計(jì)量狀態(tài)。如果螺桿轉(zhuǎn)速過(guò)快或者背壓不足,則容易出現(xiàn)銀紋。請(qǐng)逐漸調(diào)整并觀察有無(wú)變化。如果有,則請(qǐng)調(diào)整到最佳值。
檢查樹脂溫度:樹脂分解
每種樹脂都有其推薦使用溫度(產(chǎn)品袋和產(chǎn)品目錄中已經(jīng)標(biāo)明)。檢查實(shí)際溫度是否在該范圍內(nèi)。如果超出范圍,則必須將其調(diào)整到范圍以內(nèi)。 同時(shí)檢查螺桿大小選用是否合理
強(qiáng)化干燥 ; 同時(shí)確認(rèn)模具是否漏水
確認(rèn)干燥溫度和干燥時(shí)間
有無(wú)污染物
1. 重新清洗。因?yàn)闇粝聛?lái)的樹脂一直在分解。
2. 檢查回料是否干凈
3. 檢查附機(jī)和料管是否清理干凈
檢查排氣口
偶爾會(huì)因排氣不暢而產(chǎn)生銀紋,因此應(yīng)檢查排氣口的大小是否足夠。
檢查主流道錐度
色差
什么是色差(外觀)
顏色不均是制品表面的顏色不一樣,可在料頭附近和遠(yuǎn)處,偶爾也會(huì)在銳邊的料流區(qū)出現(xiàn)。

生成原因
1.顏料混料不均 2.材料降解
與工藝參數(shù)有關(guān)的原因與改良措施:
1、材料未均勻混合 降低螺桿速度,增加料筒溫度,增加螺桿背壓
2、熔料溫度太低 增加料筒溫度,增加螺桿背壓
3、螺桿背壓太低 增加螺桿背壓
4、螺桿速度太高 減少螺桿速度
與設(shè)計(jì)有關(guān)的原因與改良措施見下表:
1、螺桿行程過(guò)長(zhǎng) 用直徑較大或長(zhǎng)徑比較大的料筒
2、熔料在料筒內(nèi)停留時(shí)間短 用直徑較大或長(zhǎng)徑比較大的料筒
3、螺桿L:D太低 使用長(zhǎng)徑比較大的料筒
4、螺桿壓縮比低 采用高壓縮比螺桿
5、沒(méi)有剪切段和混合段 提供剪切段和(或)混合段
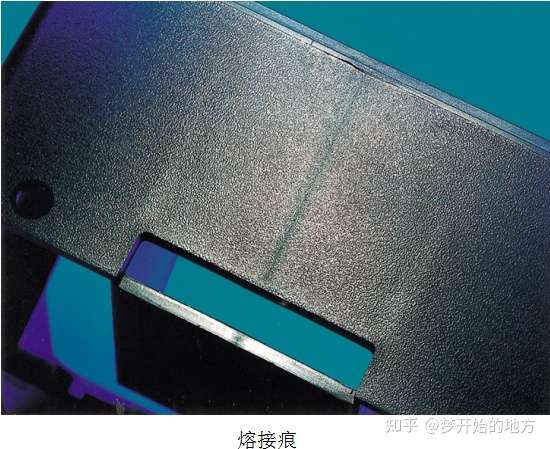
熔接痕
什么是熔接痕(外觀)
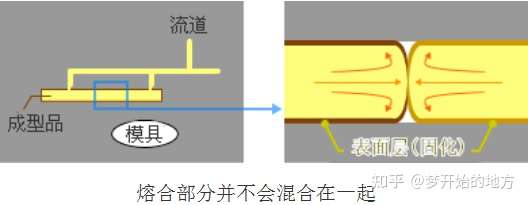
熔合出現(xiàn)在樹脂合流之處。如下圖所示,在有開孔的部分必然會(huì)現(xiàn)成熔合。
產(chǎn)生熔接痕的原因
樹脂溫度偏低
兩股樹脂流相遇時(shí)便會(huì)出現(xiàn)熔合。此時(shí),兩者的溫度越低,熔合就越明顯。由于熔合處的兩股樹脂流并不會(huì)相互混合(因?yàn)樵趪娏髦幸贿叞牍袒贿吳斑M(jìn)),因此如果溫度偏低,表層就會(huì)變厚,紋路很明顯,而且強(qiáng)度也會(huì)降低。
這是因?yàn)閮烧叩恼澈狭ψ內(nèi)跛隆O喾矗绻麅晒蓸渲鞯臏囟容^高,粘合力便會(huì)增強(qiáng),外觀也就變得不很明顯。
樹脂溫度降低的條件是:
1.模具溫度偏低
2.機(jī)筒(特別是噴嘴)的設(shè)定溫度偏低
3.注射速度偏慢
4.材料的流動(dòng)性偏低
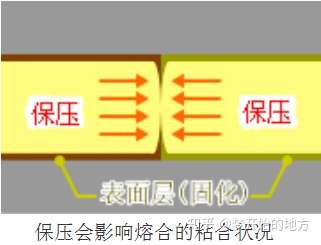
壓力偏低
在熔合處,兩種熔化了的樹脂受到擠壓,此處的粘合狀況取決于施加在該處的壓力。保壓越低,熔合就越明顯,強(qiáng)度也就越低。隨著固化的進(jìn)行,壓力傳遞會(huì)變得更加困難。
此外,如果澆口流道尺寸變小,澆口位置變差的話,則熔合的外觀和強(qiáng)度都會(huì)惡化。
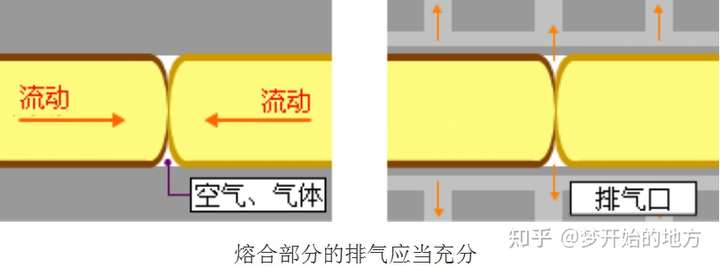
排氣口的排氣較弱
熔合是樹脂的合流點(diǎn),同時(shí)也可能是流動(dòng)末端。此時(shí),如果不在該位置很好地設(shè)置一個(gè)排氣口來(lái)排出氣體,則會(huì)使熔合的外觀和強(qiáng)度惡化。
注意:
不含增強(qiáng)材料的塑料的熔合線質(zhì)量明顯高于含增強(qiáng)材料塑料的熔合線質(zhì)量。
2. 熔合線區(qū)域的質(zhì)量與填料和增強(qiáng)材料的類型和含量有很大關(guān)系,加工助劑、阻燃劑等添加劑都對(duì)熔合線質(zhì)量有不利的影響。
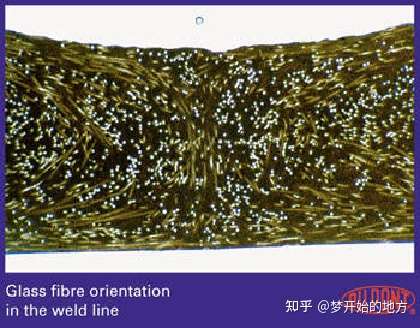
3. 含有纖維增強(qiáng)材料,熔合線區(qū)域的纖維的排列方向與流動(dòng)方向垂直。這將明顯降低部件在這一點(diǎn)的機(jī)械性能
不良熔合紋的對(duì)策
提高熔合部分的樹脂溫度
嘗試逐漸提高模具溫度和機(jī)筒溫度。這樣做有望達(dá)到最大效果。保壓效果也會(huì)同時(shí)提高。從樹脂溫度沒(méi)有下降的時(shí)候就來(lái)形成熔合部分的意義上來(lái)說(shuō),提高注射速度并快速形成熔合部分也是很有效的。
嘗試提高有效保壓
雖然可以單純地提高保壓設(shè)定,但建議同時(shí)使用如下更易施加保壓的條件:1.提高樹脂溫度 2.提高模具溫度 3.提高注射速度或多級(jí)注射 4.?dāng)U大澆口 5.調(diào)整厚度 6.使用流動(dòng)性好的的材料 7.檢查止回閥和螺桿磨損狀況
檢查排氣口
即使熔合是流動(dòng)末端,也需要檢查排氣口。同時(shí),降低鎖模力至最低值. 檢查排氣口的厚度和大小是否確保了排氣通暢、是否受到模垢的污染等。如果排氣不充分,則會(huì)造成氣體燒焦,并引發(fā)其他故障。
檢查澆口,流道
如果澆口,流道的尺寸不夠,那么即使提高溫度和保壓,有時(shí)也不會(huì)見效。在此情況下,如果增大澆口,流道尺寸,樹脂流動(dòng)就會(huì)更加通暢,同時(shí)也更容易施加保壓,熔合也會(huì)因此而得到改善。 此外,更改澆口位置并增加點(diǎn)數(shù)也是很有效的方法。通過(guò)改變澆口位置便可對(duì)發(fā)生熔合紋的位置進(jìn)行控制
增加冷料井
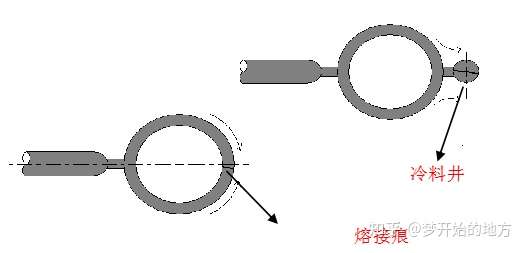
注意: 受模具結(jié)構(gòu)的影響,完全消除熔接痕是不可能的,所以調(diào)試時(shí)不要約束在去除熔接痕方面,而是將熔接痕所產(chǎn)生的不良現(xiàn)象控制中最小限度,這一點(diǎn)更為重要。
變形
變形原因:收縮不均
1.溫度不均 2.壓力不均 3.分子定向
變形的對(duì)策
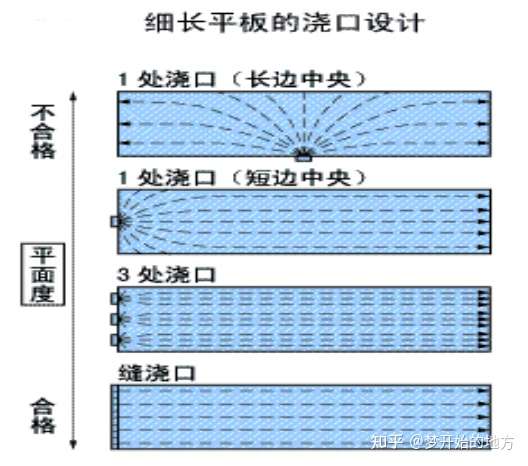
澆口設(shè)計(jì)
下圖統(tǒng)一樹脂的流動(dòng)方向
加大澆口尺寸(以使壓力損失減小;分子定向減少)
如果質(zhì)量方面沒(méi)有問(wèn)題,由于縮短成型周期和修整澆口等因素,有時(shí)將澆口尺寸設(shè)定得較小。然而,過(guò)小的澆口尺寸對(duì)于變形不利。
澆口的數(shù)目或位置不當(dāng),都會(huì)使流長(zhǎng)太長(zhǎng),流動(dòng)阻力太大,相應(yīng)的射壓也須提高,塑料分子被拉伸,擠壓,機(jī)械應(yīng)力強(qiáng)行壓入,殘余應(yīng)力大,容易翹曲.
澆口附近壓力高,熔體體積收縮小; 最后填充處壓力低,體積收縮大; 流長(zhǎng)太長(zhǎng)時(shí),上下游熔體體積收縮差異大,殘余應(yīng)力大,容易翹曲.
澆口位置的決定,要遵循填充均衡的原則,即各熔體波前到達(dá)型腔末端和形成熔接痕的時(shí)間基本一致.填充先厚后薄,先平后彎.
模具溫度調(diào)節(jié)
使冷卻均衡
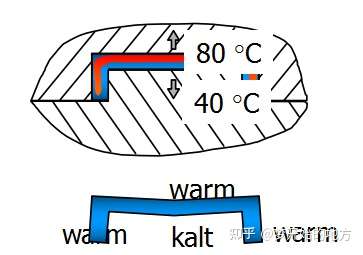
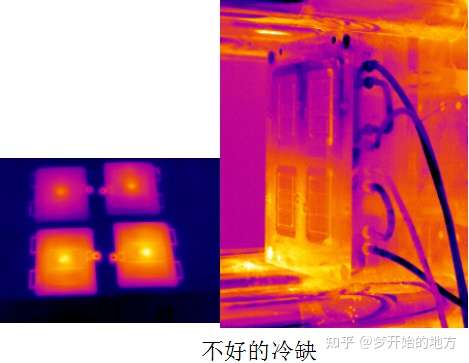

凸模及壁厚處加強(qiáng)冷卻
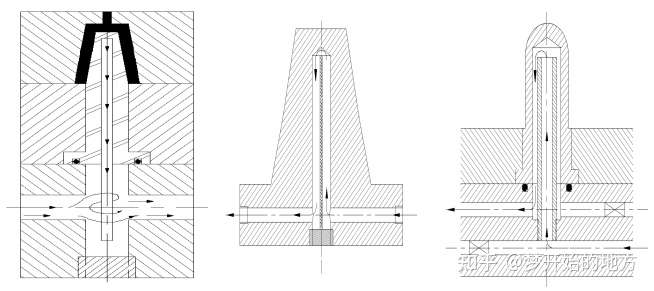
模具材質(zhì)
難以設(shè)置冷卻孔的部位或溫度可能升高的場(chǎng)合,使用表4-2-2中熱傳導(dǎo)率好的材質(zhì)可收到良好的冷卻效果。但由于成本或強(qiáng)度等因素,需要慎重選定。

成型條件因素
注射、保壓時(shí)間:原則上設(shè)定為澆口封閉時(shí)間。
1. 如果注射、保壓時(shí)間比澆口封閉時(shí)間短,對(duì)模腔充分傳遞并保持壓力的保壓工程就會(huì)不足,有時(shí)會(huì)產(chǎn)生變形。
2. 保壓壓力太高,會(huì)使保壓進(jìn)入的熔體殘余剪切應(yīng)力和壓應(yīng)力大,從而容易產(chǎn)生翹曲. 保壓壓力太低,澆口附近發(fā)生回流, 會(huì)使熔體回流使產(chǎn)生殘余剪切應(yīng)力, 由于制品中央體積收縮大( 因壓力低 ) , 四周收縮小,內(nèi)外體積收縮差異,從而產(chǎn)生殘余張壓應(yīng)力,容易產(chǎn)生翹曲。
所以總結(jié)的思路就是高模溫, 低射速, 低壓力
如果你覺(jué)得文章對(duì)你有用的話別忘點(diǎn)個(gè)贊和關(guān)注謝謝你的支持~想學(xué)模具設(shè)計(jì)的小伙伴可以加我VX:1478767264QQ同號(hào),有免費(fèi)軟件學(xué)習(xí)資料提供,祝大家學(xué)有所成,致以所用!





















工程師必備
- 項(xiàng)目客服
- 培訓(xùn)客服
- 平臺(tái)客服
TOP




