模具設計:注塑產品缺陷不愁,分析解決方案大全上

首先開始我們要知道什么是塑化不穩(wěn)定
塑化不穩(wěn)定是指無法向機筒內供給樹脂,或供給量不穩(wěn)定的一種現(xiàn)象。
有以下模式:
(1)根本不預塑
(2)預塑時間不穩(wěn)定
(3)有時會出現(xiàn)填充不足,塑化時提供給機筒內的樹脂量不穩(wěn)定。
一.塑化的原理
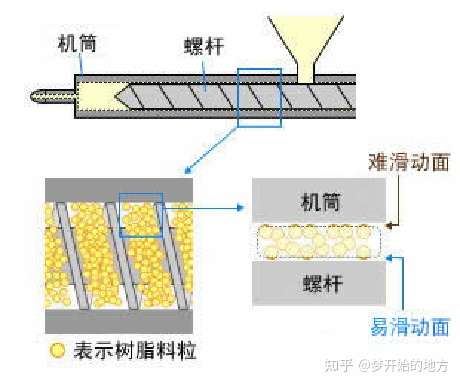
塑化的關鍵:
料筒面和粒料之間難以滑動,而螺桿面和粒料易于滑動。
二.造成塑化不穩(wěn)定的原因
1. 螺桿轉速不當
通常,螺桿轉速越高,粒料的輸送力就越強。因此,如果螺桿轉速偏慢,粒料的輸送力就會減弱,從而導致粒料供給不穩(wěn)并產生計量不良。相反,如果轉速過快,粒料就會與螺桿一起運動,同樣也不能前進。
2.背壓偏高或偏低
背壓具有抑制氣體卷入樹脂內和穩(wěn)定注射樹脂量的作用,但同時也有減弱輸送力的效果。因此,如果背壓過高,計量就會變得不穩(wěn)定。
3.機筒設定溫度不當
機筒設定溫度會對機筒內的粒料溫度產生影響。也就是說,由于粒料的表面狀態(tài)及剛性發(fā)生變化,因此對計量也有影響。特別是料斗下方及其相鄰的設定溫度會對計量帶來很大影響。一般來說,從噴嘴到料斗下方的溫度設定由高到低,且料斗下方的設定溫度低,計量便會保持穩(wěn)定。這是因為溫度升高后,粒料表面就會熔化,粒料之間的摩擦增大,從而導致互相交織纏繞,或粘著在螺桿或機筒上。材料在未成粘流態(tài)之前,溫度越高,塑料和金屬的摩擦越大
4. 使用了回收材料
回收材料通常形狀很不規(guī)整,因此與普通粒料相比,料粒之間的摩擦容易增大,從而容易引起計量不良。此外,粉末混入后會粘著在螺桿上,從而使輸送力減弱。
5.等級固有的問題
在滑動等級中,由于與金屬之間的滑動過于良好,因此螺桿旋轉力不能很好地轉換成向前的輸送力,從而容易造成計量不良。另外,在耐沖擊等級中(以及PA,LCP等),粒料之間的摩擦容易增大,這也極易造成計量不良。
6.止回閥磨損或螺桿磨損
造成熔體回流, 使塑化不穩(wěn)定
7.材料未烘干
三.塑化不穩(wěn)定的對策
1.調整螺桿轉速
首先應調整螺桿轉速若想定期觀察有無計量不良現(xiàn)象,應測量計量時間。通過 50 ~ 100 次連續(xù)成型,并分若干階段改變轉速、根據(jù)計量時間是否突然變長等情況來作出判斷。 單憑調整螺桿轉速不能解決問題時,則可采取同時更改背壓或機筒溫度的方法。
2.降低背壓
背壓越低,粒料的輸送力就越強,計量也就越穩(wěn)定。但過低會使氣體的卷入增多并導致樹脂量不穩(wěn)
3.降低機筒料斗下方溫度
具體來說就是要一點一點逐漸降低料斗下方的溫度。過度降低會使粒料不易熔化,甚至會堵塞機筒,因此要逐漸調整(每次10℃左右)。
4.回收材料
盡可能將回收粒料和初始粒料搞成同樣的大小。同時還應盡可能去除粉末。
5.等級固有的問題
由于摻入了油或潤滑劑,因此滑動等級原本就具有容易滑動的性質。如果同時調整螺桿轉速、背壓和機筒溫度也難以解決問題時,則應考慮更改等級或螺桿設計。在耐沖擊性等級中,粒料之間的粘合對計量構成了最大障礙。這時,尤其需要降低料斗下方的機筒溫度或添加防滑劑。
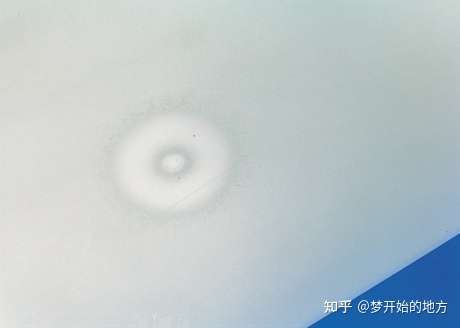
四.澆口斑紋
什么是澆口斑紋(外觀)
澆口斑紋是指在澆口附近的小流痕。如下圖所示。

這個時候我們就要知道澆口斑紋生成的原因是什么:
流動樣式的不穩(wěn)定
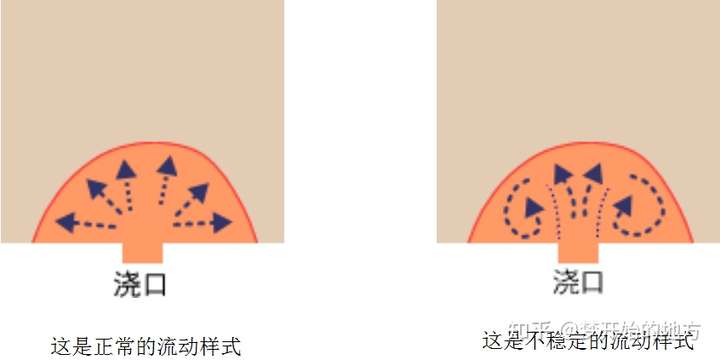
為什么會造成流動樣式不穩(wěn)定:
1.工藝上: a. 模具溫度偏低 b. 注射速度偏快
2.模具上: a. 澆口尺寸偏小 b. 沖擊型澆口糊斑
3.材料上: 材料流動性偏低
澆口斑紋的對策:
改善澆口處的流動狀況
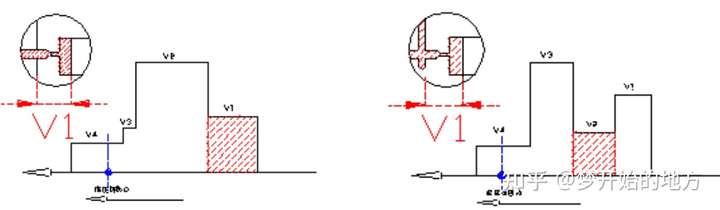
1.提高模具溫度 2.降低注射速度(通過澆口時)
3.擴大澆口或更改位置 4.改用流動性好的等級或添加潤滑助劑
要降低通過澆口時的速度,請最好采用多級注射。
五.氣泡
氣泡是指成型品表面鼓起或內部氣體裹入的一種現(xiàn)象

氣泡的生成原因
一.卷入空氣見下圖
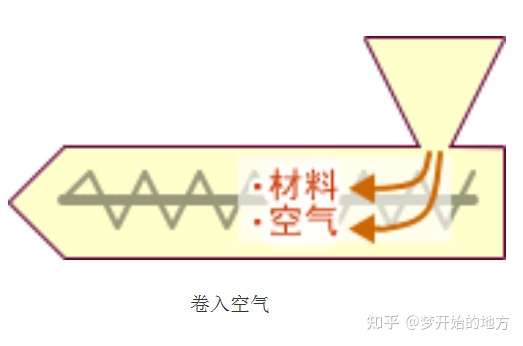
(1). 料筒內部卷入空氣:
1.螺桿轉速太快 2.背壓太低 3.回吸量太大
(2).模腔內卷入空氣:
1.注射速度太快 2.澆口太小 3. 競流現(xiàn)象 4.主流道斜度太大
二.樹脂降解
1. 料筒溫度太高
2. 料筒停留時間太長
3. 螺桿直徑選擇太大
4. 混入其他易分解材料材料
三.材料未烘干
四.氣泡的對策
一.減少空氣卷入
(1).減少料筒內空氣卷入:
1.降低螺桿轉速 2.提高背壓 3.回吸量設定不要過
(2). 減少填充時模腔內空氣卷入:
1.降低注射速度 2.調整澆口位置, 大小和形狀。3.調整主流道脫模斜度
關鍵要通過填充試驗, 把握住流動樣式,然后在此基礎上確立相應的對策。
二.抑制材料降解
降低機筒溫度(在推薦使用溫度范圍內。請勿過度降低)選擇合理的螺桿直徑徹底清理料筒及各個輔機, 防止混料
三.改善排氣狀況
四.使用高粘度型材料或添加助劑
高粘度型的材料一般不容易出現(xiàn)空洞,因此嘗試使用這種材料也不失為一種方法。也可以添加玻璃微珠等助劑。
空洞
一.什么是空洞(外觀)
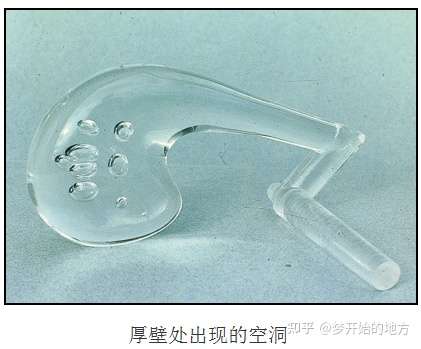
是指成型品內部產生空洞的一種現(xiàn)象,空洞一般發(fā)生在產品壁厚最厚處!
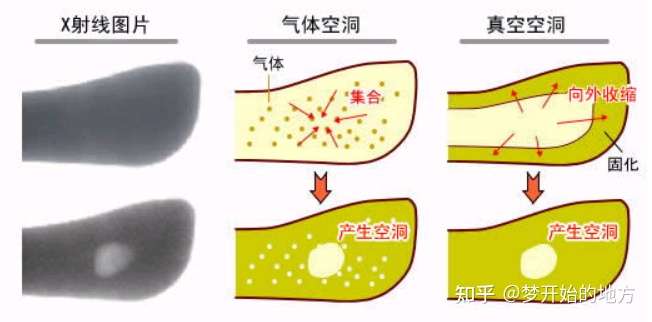
空洞的原因大致分為兩種:一種是大量氣體的混入,另一種則是厚壁處的的樹脂收縮。前者稱為“氣體空洞”,后者稱為“真空空洞”,以示區(qū)別。
二.真空空洞產生的原因(保壓不足)有效保壓偏低
導致有效保壓不足的主要原因如下:
工藝上:
1.轉壓太早
2.保壓設定值偏低
3.保壓時間偏短
模具上:
1.澆口尺寸偏小 2.分流道偏細
設備上: 螺桿止回閥三件套磨損
材料上: 材料收縮太大
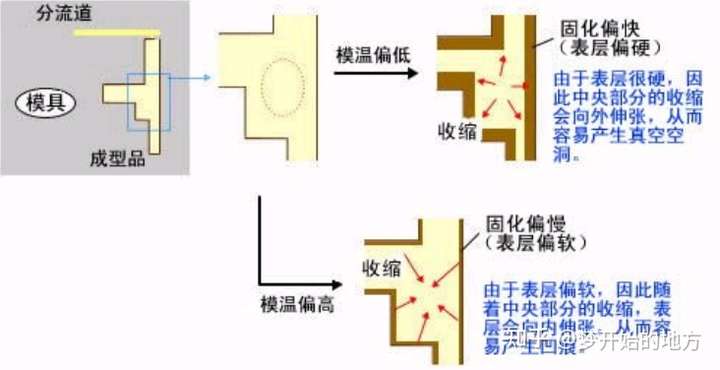
當模溫偏高時就容易形成凹痕,而在模溫偏低時容易形成空洞
三.真空空洞的對策
補充樹脂
工藝上:
1.確認轉壓點 2.提高保壓壓力;延長保壓時間
模具上:
1.增大澆口尺寸 2.增大主流道和分流道的口徑 3.澆口應盡可能設在空洞產生部位(較厚部分)的附近
設備上:
檢查螺桿及止回閥三件套是否磨損
減慢表面固化
如果是真空空洞,則提高模具溫度可以減少空洞。但要注意,這種方法可能會誘發(fā)凹痕
更換材料等級或添加助劑
凹痕
什么是凹痕(外觀)
“凹痕”是指因樹脂收縮而產生坑凹的一種現(xiàn)象。結晶性樹脂冷卻固化后,體積會大幅度減少。凹痕便是因此而產生的。因為收縮比率(收縮率)大致固定,且厚度越厚收縮量越多,所以凹痕一般是在成型品的較厚部分產生的。

凹痕的生成原因
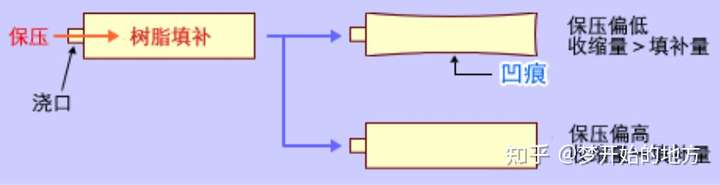
(1) 有效保壓偏低:樹脂填補偏少
在保壓過程中,通過保壓壓力壓入來填補因冷卻固化→收縮的樹脂量。如果因某種原因變成有效保壓偏低=樹脂難以填補的狀態(tài),則在模具溫度偏高時就容易形成凹痕,而在模具溫度偏低時容易形成空洞。
有效保壓變小的主要原因如下:
1. 保壓壓力設定值偏低(或澆口不平衡) 2.保壓時間偏短 3.澆口尺寸偏小
4.分流道偏細 5.止回閥失靈
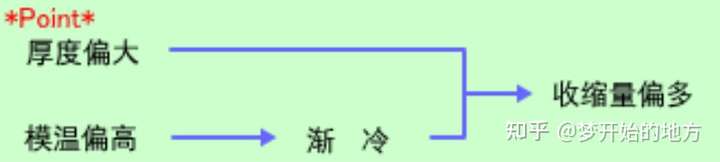
緩慢冷卻:收縮量偏多
厚度越大,冷卻時的收縮也就越大;同時,冷卻越緩慢,收縮也就越大。因此模具溫度越高,凹痕也就越大。
冷卻時間不足
冷卻時間不夠,造成固化層剛度不足,產生凹陷
凹痕的對策
一.嘗試提高保壓
可以認為施加保壓=增加樹脂的填補量。為了更容易施加保壓,還可采取這樣一種有效的處理方法,即擴大主流道和分流道和澆口尺寸,并將澆口移至凹痕附近。
降低模具溫度
如果模具的溫度值很高,請嘗試逐漸降低。可通過減少收縮量來減輕凹痕。
增加冷卻時間
檢查止回閥狀況
1.是否磨損 2.是否有雜質使止回閥關不住
將止回閥從螺桿前端移下,檢查各接觸面,若有燒焦的熔體,則用銅刷清除; 切忌用噴燈燒,因為這樣會軟化閥金屬,使其加速磨損
減小厚度
可能的話,建議盡可能減少厚度。如果是加強筋,則應達到基底厚度的1/3左右
更換材料或添加助劑
高粘度型的材料一般不容易出現(xiàn)空洞,因此嘗試使用這種材料也不失為一種方法。也可以添加玻璃微珠等助劑
本篇我們先講到這里下篇我們接著講產品黑點以及銀紋的產生解決方法,如果你覺得文章對你有用的話別忘點個贊和關注~想學模具設計的小伙伴可以加我VX:1478767264QQ同號,有免費軟件學習資料提供,祝大家學有所成,致以所用!





















工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP




