汽車試驗:新能源汽車驅動電機用稀土永磁材料試驗方法

驅動電機是新能源汽車的“心臟”,而稀土永磁材料則是驅動電機的首選材料。稀土永磁驅動電機可以大幅減輕電機重量、縮小電機尺寸、提高工作效率。
GB/T 39494-2020新能源汽車驅動電機用稀土永磁材料表面涂鍍層結合力的測定 即將于2021年10月1日開始實施,主要適用于新能源汽車驅動電機用稀土永磁材料表面的單層或多層涂鍍層結合力的測定,涂鍍層包括采用電鍍、電泳、噴涂、物理氣相沉積、化學鍍等技術的涂鍍層(帶有涂鍍層的稀土永磁材料以下簡稱涂鍍層產品)。
標準規(guī)定了新能源汽車驅動電機用稀土永磁材料表面涂鍍層結合力的測定方法。共包含四種方法,拉開法、剪切法、劃格法、熱震法,均為破壞性試驗方法。
一、拉開法
1、方法原理:將試柱用膠黏劑固定在涂鍍層上,利用拉力試驗機在涂鍍層的法線方向上連續(xù)地施加載荷,當該載荷大于涂鍍層的結合力時,涂鍍層即從基體上分離或涂鍍層的不同膜層分離。用破壞涂鍍層/基體界面間附著所施加的拉力與粘接面積的比值或破壞涂鍍層/基體界面間附著所施加的拉力來表示涂鍍層的結合力。
2、試驗設備與材料
1)高低溫沖擊試驗箱
用于涂鍍層產品的高低溫交變處理。可使用兩個獨立的溫度試驗箱或一個快速溫度變化的試驗箱。可采用人工或自動轉換方法,試驗箱應在3min內完成高低溫轉換。
2)拉力試驗機
拉力試驗機的測力系統(tǒng)及同軸度應按照JJG475—2008進行校準,其精確度應為1級或優(yōu)于1級。拉力試驗機橫梁應能保持空載速度在0.5mm/min以內恒速運行,加卸力應平穩(wěn)、無振動、無沖擊。
3)試驗組合
試驗裝置
拉開法試驗裝置如圖1所示。裝置A適用于上下表面平行的涂鍍層產品。對厚度小于5mm的涂鍍層產品,為避免拉伸過程中因涂鍍層產品強度不夠而導致斷裂,宜在涂鍍層產品的另一面粘接一塊鋼片,使下夾具的力作用在鋼片上。對于厚度不小于5mm的涂鍍層產品,可不粘接鋼片。裝置B適用于被測面為平面及瓦形的涂鍍層產品,采用該裝置應確保上下試柱同軸。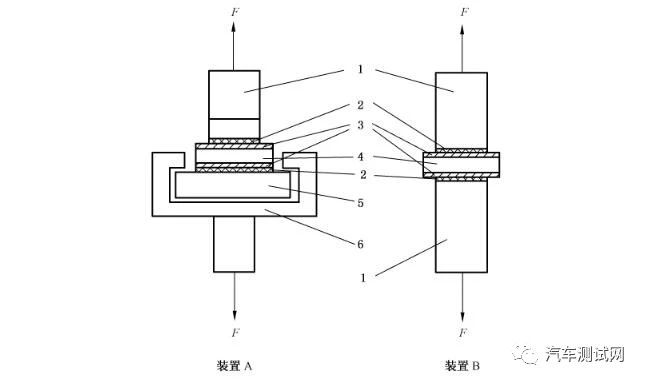
圖1拉開法試驗裝置示意
說明:1、試柱;2、膠黏劑;3、基體表面涂鍍層;4、基體;5、鋼片;6、下夾具;F、拉力。
4、試驗步驟
1)試樣前處理參照GB/T2423.22中試驗Na:規(guī)定轉換時間的快速溫度變化部分對涂鍍層產品進行高低溫交變處理。將涂鍍層產品暴露于(-40±5)°C低溫下,保持30min后將涂鍍層產品轉換到(120±5)°C高溫下,繼續(xù)保持30min,轉換時間不宜超過3min。經(jīng)多次循環(huán)后肉眼觀察涂鍍層有無鼓泡、剝離。除非相關規(guī)范另有規(guī)定,優(yōu)先采用的試驗循環(huán)數(shù)為5
2)試驗樣品制備用無水乙醇將涂鍍層產品、試柱或鋼片表面的油污擦拭干凈。將膠黏劑盡可能均勻地、薄薄地涂覆在涂鍍層產品表面、試柱或鋼片上,要求能在涂鍍層產品和試柱及鋼片之間產生牢固、連續(xù)的膠結面。在膠黏劑的固化期內把涂有膠黏劑的涂鍍層面近中心處與試柱或鋼片相連,并及時清理粘接過程中壓出來的溢膠。膠黏劑完全固化后,若試柱周圍還殘留膠黏劑,應用刀片去除。
注:過多的膠黏劑或膠黏劑未涂均勻,容易導致施加的載荷不能垂直于涂鍍層表面,影響試驗結果的準確性。
3)測試
將試驗裝置固定在拉力試驗機的上下夾具中,施加拉力使之均勻地作用于測試面上,膠結面和試柱之間不應有任何扭轉、滑移。在涂鍍層產品測試面法線方向上施加拉力,拉力試驗機的橫梁移動速度應控制在0.1mm/min~0.5mm/min范圍內的某個恒定值,直至涂鍍層產品與試柱之間分離。記錄涂鍍層產品與試柱分離的最大拉力F。
二、剪切法
1、方法原理
將試柱用膠黏劑固定在涂鍍層上,利用壓力試驗機在平行于涂鍍層的方向上連續(xù)地施加載荷,當該載荷大于其結合力時,涂鍍層即從基體上分離或涂鍍層的不同膜層分離。用破壞涂鍍層/基體界面間的壓縮力與粘接面積的比值或破壞涂鍍層/基體界面間的壓縮力來表示涂鍍層的結合力。
2、試驗環(huán)境條件
試驗應在溫度10°C~30°C、相對濕度30%~70%范圍的環(huán)境內進行。
3、測試
將試驗裝置固定在壓力試驗機中,采用合適的安全防護罩進行防護。在與涂鍍層產品被測平面平行的方向上施加壓縮力,壓力試驗機的橫梁移動速度應控制在0.1mm/min~0.5mm/min范圍內某個恒定值,直至涂鍍層產品與試柱之間分離。記錄涂鍍層產品與試柱分離的最大壓縮力F。
三、劃格法
參照GB/T9286規(guī)定執(zhí)行,具體方法為用30°銳角刀在涂層表面刻痕成6×6條間距1mm的正交切割線,然后用透明壓敏膠帶(寬25mm、粘著力10N/25mm,或供需雙方商定)粘合到試驗表面上,用手指壓緊按平,排除空氣約10s后,在樣品表面的垂直方向上迅速拉起膠帶,在放大4倍或8倍的放大鏡下,檢查鍍層有無起泡、脫離現(xiàn)象。
四、熱震法
參照GB/T5270規(guī)定的熱震試驗法執(zhí)行,具體方法為將涂鍍層產品加溫至表2所示的溫度,此溫度應保持在±10°C誤差范圍內,保溫1h后,放入不高于25°C的水中驟冷,觀察涂鍍層有無起泡、脫離現(xiàn)象。
表2熱震試驗溫





















工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP




