



ZEMAX软件技术应用专题:利用Kogelnik方法模擬體積全像光柵的繞射效率 
這篇Blog介紹了 OpticStudio 中的原生體積全像模擬功能,該功能可以在考慮其物理特性的情況下,在序列模式下對全像光柵進行全面模擬和分析。在非序列模式下也透過使用 DLL 展示了相同的功能。這些分析對於設計用於虛擬實境 (VR) 和增強實境 (AR) 的抬頭顯示器 (HUD) 和頭戴型顯示器 (HMD) 等系統非常重要。我們將介紹模型中使用的理論和參數。
2122
w**elab86_Swsp 3年前
ZEMAX软件技术应用专题:在 OpticStudio 中模擬高階雷射光束 
在這種情況下,應使用高斯束腰光束選項來模擬光束模式。雷射的一般輸出可以從近軸波動方程的解中找到。對於雷射增益孔徑中的矩形、圓形和橢圓對稱性,已經找到了該方程的三組正交解。所有這三種解決方案都可以在物理光學傳播 (POP) 中的 OpticStudio 中建模。一旦確定了由這些解決方案中的任何一個定義的光束的輸入分佈,就會使用 POP 將光束傳播通過感興趣的光學系統。
2057
w**elab86_Swsp 3年前
ZEMAX软件技术应用专题:如何在OpticStudio中設計DOE透鏡或超穎透鏡 
但是,當超穎透鏡置於透鏡之間並且入射光束不是平面波前時,設計人員可以使用POP中的平面波開始模擬。光束在POP中傳播到超穎透鏡的前端,並作為ZBF檔導出。然後將ZBF作為光源導入FDTD,並透過超穎透鏡進行傳播。其餘過程與前面討論的相同。該過程的一個缺點是,由於需要大量的計算資源,因此FDTD引擎無法處理大尺寸的鏡頭。而且,此方法只能在每個單獨的字段上模擬PSF。
2188
w**elab86_Swsp 3年前
Zemax光学设计技术教程:如何使用Jones Matrix表面 
在模擬的過程中,會將入射光因為元件表面鍍膜、反射和吸收而造成的能量損耗納入考量。一般的情況下,OpticStudio可以對大多數的鍍膜或雙折射材料進行完整的分析。但有時因為分類數據報告(Prescription data)不夠齊全,在進行模擬時會需要簡化後的模型。舉例而言,當我們無法得到真實的鍍膜資訊時,OpticStudio中的理想(IDEAL)和表定(TABLE)鍍膜設定就可以派上用場。
2425
w**elab86_Swsp 3年前
广东模具术语深圳方言模具术语
开粗---粗加工,留少许余量 开框---模胚上加工放模仁的位置 穿线孔---线割时用来穿钼丝的 产品类 加强筋---加强用的骨位 美工线---上下盖装配的中间的间隙(可有效防上错位) 行位 滑块 司筒 套筒 入子 镶件(INSERT)入子为台灣叫法 斜顶 斜顶块或斜顶杆 KO孔 顶棍孔
2279
汽车零部件模具与注塑 4年前
60岁老设计师总结 230条模具设计经验,珍贵的资料! 
23.考虑注塑机装夹模具时的螺杆长度,需要注意上下固定板的厚度,必要时四个角应该铣低一些,同时,为了提高安全性,上下固定板上可以根据注塑机上孔的位置,钻四个螺栓孔。24.斜销的成型端有一段直面,一般长4-6mm,为了在顶出时斜销在107 与108板间滑动顺烫底部应该倒0.5mm-1mm 的R 角。25.需要咬花的外观品,拔模斜度的设计需要考虑咬花的程度,以免造成外观拉伤。
3205 1
UG模具设计材料 3年前
基于FLAC3D的双孔隧道围岩稳定性数值模拟分析 
采用有限差分软件FLAC3D进行双孔隧道开挖及支护研究的则相对更少。因此本文采用有限差分软件FLAC3D对双孔隧道在开挖和支护两种工况下,进行了相关的数值模拟,同时分析了开挖后以及采用锚喷支护后隧道塑性区分布特点,纵向应力场、位移场分布规律。
6738 5 2
计算岩土力学 2年前
UG NX画模具结构设计要点大全,值得收藏! 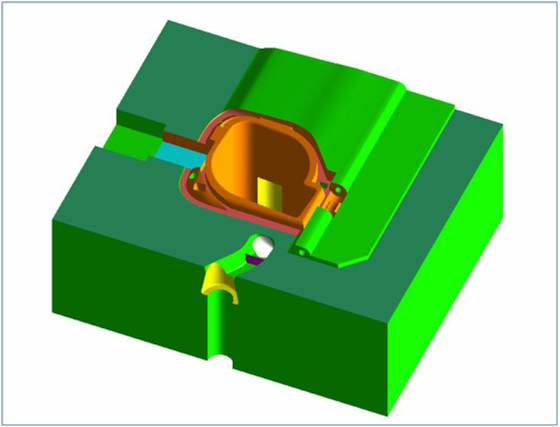
23.考虑注塑机装夹模具时的螺杆长度,需要注意上下固定板的厚度,必要时四个角应该铣低一些,同时,为了提高安全性,上下固定板上可以根据注塑机上孔的位置,钻四个螺栓孔。 24.斜销的成型端有一段直面,一般长4-6mm,为了在顶出时斜销在107 与108板间滑动顺烫底部应该倒0.5mm-1mm 的R 角。
3821
张伟一 3年前
冲压模具常见问题汇总及解决方案,够一年用的了! 
材质 板厚(mm) 孔径(mm) 软钢(40Kg/mm2) 6.0 8.2-12.7 4.5 11.0-12.7 不锈钢(60Kg/mm2) 4.0 8.2-12.7 例2、如下表的加工条件
2379
模具设计UG编程教学 4年前
冲压模具常见问题汇总及解决方案,够一年用的了! 
材质 板厚(mm) 孔径(mm) 软钢(40Kg/mm2) 6.0 8.2-12.7 4.5 11.0-12.7 不锈钢(60Kg/mm2) 4.0 8.2-12.7 例2、如下表的加工条件
2060
UG编程模具设计实战 4年前
冷冲压知识:冲压模具十八般武艺,活到老,学到老! 
材质 板厚(mm) 孔径(mm) 软钢(40Kg/mm2) 6.0 8.2-12.7 4.5 11.0-12.7 不锈钢(60Kg/mm2) 4.0 8.2-12.7
2179 1
模具设计UG编程教学 3年前
塑胶件的结构设计:螺纹连接结构篇(下) 
尺寸精度问题主要是因司筒针变形等原因导致螺丝柱内孔壁局部偏薄,如下图中的螺丝柱,因司筒针被熔融树脂冲击导致司筒针往一边偏斜(越靠近根部,偏斜越大),偏斜一边的螺丝柱壁厚偏薄,在打自攻螺钉后开裂,偏厚一侧可能会在螺丝柱根部的背部外观面产生缩痕等不良缺陷。司筒针变形问题最直接的原因是由于司筒针的高度太高导致刚度不够,特别是对于直径较小的司筒针,更容易变形。
11839 7
结构攻城狮 3年前
塑胶模具「双色模设计」共用一个模架2个炮筒产生90度样式 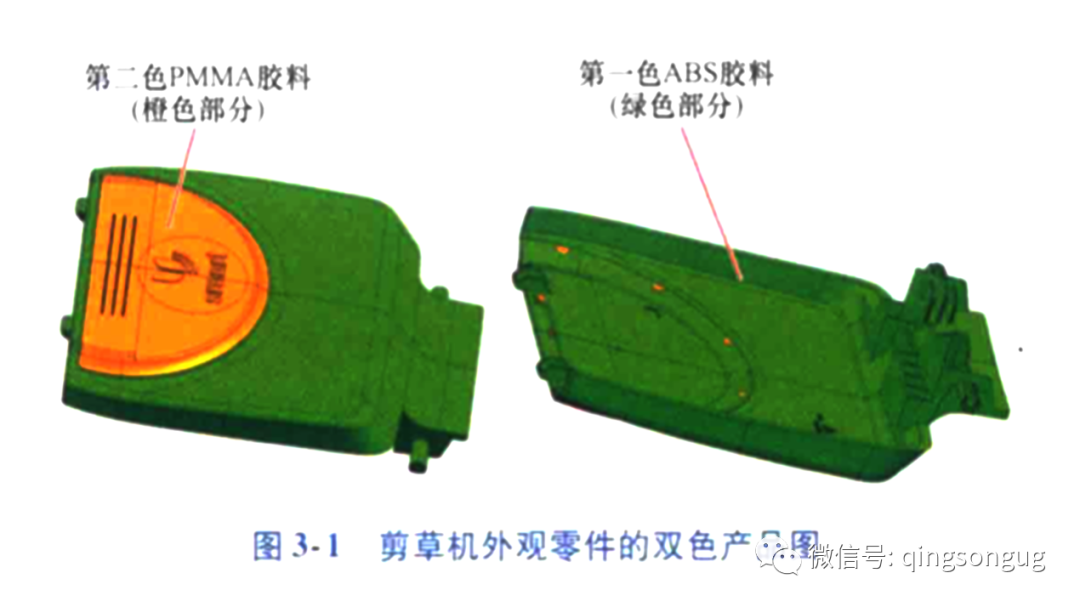
这样的话,为需要确保后模仁形状的一致性,在动模侧倒扣区域需要做滑块抽芯,大大增加了模具的复杂性。如图所示:后模滑块还采用T型滑槽结构,而且母模侧T形槽抽芯距离还不一样,才能保证第一色成型时,与前模进行靠破封胶,第二色要避让胶位空间。如图所示:第一色滑块与前模侧靠破封胶。如图所示:第二第滑块后退,让位第二色PMMA胶料空间。
2882
UG模具设计材料 3年前
塑胶件的结构设计:拔模斜度篇(上) 
螺丝柱内孔,用司筒顶出,就无需拔模,如采用普通顶针顶出,应设计拔模斜度,螺丝柱高度不宜过高,角度值应保持在(0.5°-1.0°) ,拔模应以螺丝啮合深度L的一半处为基准,因为这确保了良好的螺钉啮合。避免孔的顶部直径偏大,底部直径偏小,导致螺钉将在孔的顶部松配合,而在底部的配合太紧,从而引入高应力。
8351 6 2
结构攻城狮 3年前
经验总结:如何设计模具斜顶? 
斜顶的运动原理如图7所示,斜顶放置在一个固定不动的模板的斜孔中,斜顶与斜孔配合。从下向上给斜顶一个推力推动斜顶向上运动一段距离之后发现斜顶在斜孔和推力的强迫作用下,不仅向上运动了,并且向斜顶倾斜方向运动了一定距离(如图中所示的位置差距)。在顶出过程当中,由于产品是垂直线运动,而斜顶不仅垂直线运动,且向死角反方向运动了,从而可以处理死角了。
2568
UG模具设计材料 4年前
UG丨这些压铸模设计的原则,你知道吗? 
6.模具四个角要切角,防止安装时不撞格林柱,7.定位圈内孔表要求内圆磨后氮化,并沿出模方向抛光。8.定位圈表面的冷却环底部到分流锥表面的长度一般等于料饼厚度。固定此冷却环的方式有2种:烧焊和加热压入。9.分流锥一定要做运水来冷却,且离分流锥表面25-30mm.10.模架四个导柱孔要做撬模槽,深度8-10mm。11.模架一定要调质处理的,最好是锻打的模架。
2535 1
模具社 3年前
模具遇到这些问题,不再束手无策了! 
顶杆与孔的空隙假定太大,则呈现漏料,但假定空隙太小,在打针时由于模温增加,顶杆胀大而卡死。更风险的是,有时顶杆被顶出通常间隔就顶不动而折断,作用一次合模时这段暴露的顶杆不能复位而撞坏凹模。为了处理这个疑问,顶杆从头修磨,在顶杆前端保存10~15毫米的协作段,基地有些磨小0.2毫米。
2163 1
高分 4年前
Ansys Zemax光学设计软件技术教程:眼科鏡片設計 
同時,OpticStudio具有優越的運算能力,可以進行規模較大的系統和更多影像參數的模擬。得益於此,眼科鏡片的設計可以有更進一步的改善,我們將在以下的文章中詳述。傳統設計方式對於人眼而言,存在一個虛擬的“遠點”,這個點代表了我們可以清楚看到物體的極限距離。在這個點之外的景物,將會成像於視網膜前方。當眼球轉動時遠點的距離不會改變,因此會以這個距離為半徑形成一個“遠點球”。
2212
w**elab86_Swsp 3年前
消失模塌箱缺陷的三大原因解析!这些陷解决方案很实用 
因此浇注前选定负压值要求在0.7MPa以上。但过高的真空度对铁液浇注又带来一系列问题,易造成塌箱或气渣孔严重,也使得浇注前按生产经验选定负压值在0.25~0.50MPa范围内操作难以控制。为克服以上问题,就要改变常规装箱塑膜覆盖真空砂箱工艺方法,“消失模空壳铸造法”极易塌箱的技术难点才能得以解决。
2912
铸造工程师 4年前
【专业知识】工作后真用的着的知识:机械零件制图合理的工艺结构 
凸台或凹坑 为了降低机械加工量和保证装配时零件间接触良好,常在零件表面作出凸台或凹坑,如图 7 所示。 图 7 4. 钻孔的合理结构 为了避免钻孔时轴线偏斜和钻头折断,孔的轴线应垂直于孔的端面。因此,倾斜表面上有钻孔结构时,应设计与钻孔方向垂直的平面、凸台或凹坑,如图 8 所示。
2439
机械工程师 4年前
20条/页 
 31
31 跳至页

技术邻APP
工程师必备
工程师必备
- 项目客服
- 培训客服
- 平台客服
TOP
