



ZEMAX软件技术应用专题:在 OpticStudio 中模擬高階雷射光束 
這些模式的電場分佈可以寫成 Hermite 多項式。此類模式可以在 OpticStudio 中使用 POP 設置對話框中的內置“高斯腰”光束定義進行建模:此模式的主要輸入是 X 和 Y 中束腰以及 X 和 Y 中光束的階數。以上設置演示瞭如何對 X 和 Y 中具有相同腰尺寸的 (0,0) 模式進行建模,對應於單模高斯光束。
2057
w**elab86_Swsp 3年前
ZEMAX软件技术应用专题:利用Kogelnik方法模擬體積全像光柵的繞射效率 
考慮繞射效率使用戶能夠進行圖像模擬和綜合優化等高級分析。表面反射光栅與體積全像光栅的比較在介紹這個模型之前,我們先簡單解釋一下表面反射光柵(SRG)和體積全像光柵(VHG)的區別。這兩種光柵在光學系統中的作用幾乎是一樣的,但在製造和模擬方面卻有很大的不同。 圖 1.
2122
w**elab86_Swsp 3年前
Ansys Zemax光学设计软件技术教程:眼科鏡片設計 
隨著自由曲面製程技術的演進,光學設計者得以摒除許多以往的限制條件。同時,OpticStudio具有優越的運算能力,可以進行規模較大的系統和更多影像參數的模擬。得益於此,眼科鏡片的設計可以有更進一步的改善,我們將在以下的文章中詳述。傳統設計方式對於人眼而言,存在一個虛擬的“遠點”,這個點代表了我們可以清楚看到物體的極限距離。在這個點之外的景物,將會成像於視網膜前方。
2212
w**elab86_Swsp 3年前
ZEMAX软件技术应用专题:如何為光學相干斷層掃描系統建模 
OpticStudio可以透過兩種方式定義寬帶光源:透過在適當範圍內定義多個系統波長,或者透過將關聯的相干長度定義為光源的屬性。相干性是OCT的必要來源屬性,因此我們將使用此方法並允許OpticStudio透過以下方式執行帶寬計算和採樣:物件設定顯示:醫療保健的美好未來我們很高興看到OCT系統在醫學領域的發展以及在未來幾年中將要出現的創新。
2221
w**elab86_Swsp 3年前
ZEMAX软件技术应用专题:如何在OpticStudio中設計DOE透鏡或超穎透鏡 
但是,對於包含 DOE 或超穎透鏡的系統進行模擬和設計總是很棘手的。沒有通用的方法可以處理所有情況。設計人員需要根據具體情況決定其系統的策略。許多設計過程需要兩種不同的光學理論/算法來分別處理光束在自由空間和微結構中的傳播,而其他一些過程僅使用純光線追跡來達到目標。由於模擬技術發展迅速,因此本文可能沒有涵蓋所有可用方法。
2187
w**elab86_Swsp 3年前
Moldex3D模流分析之Tokyo Seiki公司使用模流大幅减少试模次数 
( 如圖5~圖8 ) Tokyo Seiki 繼續投資 Moldex3D 自從搭配模流分析軟體 Moldex3D 輔助模具設計後,試模的次數皆可以控制在三次以內,以有效為客戶解決問題。Mr. VC Chong 說:「平均來說,我每週必須投入 2-3 天時間進行分析,以確保經驗不足的設計方案可以順利生產;因此我讓電腦晚上執行分析,白天再來驗證結果。
2210
Moldex3D 中国 3年前
双工位双向卧式框架伺服数控挤压液压机设计与开发 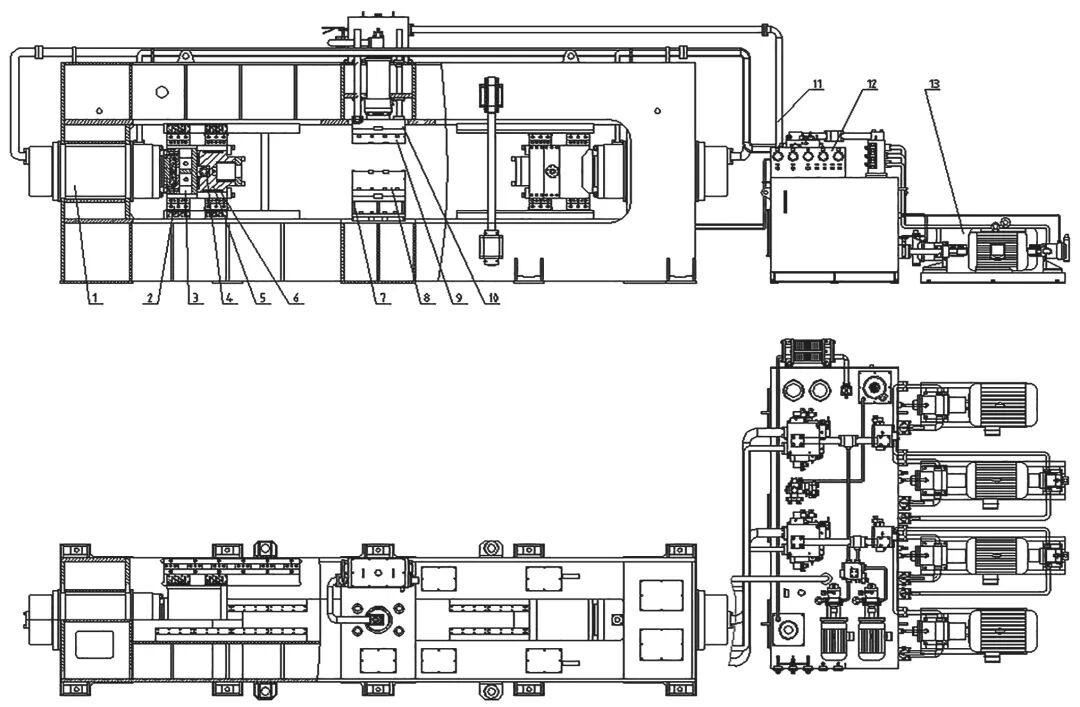
图1 双工位双向卧式框架伺服数控挤压液压机1-挤压油缸 2-水平导轨 3-挤压水平滑块 4-换模油缸 5-换模滑块 6-换模滑块导轨 7-夹紧模底座8-下夹紧模套 9-上夹紧模套 10-夹紧滑块 11-管路系统 12-动力站 13-伺服油泵电机组图2 双工位双向卧式框架伺服数控挤压液压机局部剖图14-夹紧滑块导向机构 15-夹紧油缸的充液阀 16-夹紧油缸 17-夹紧充液系统18-锁紧拉杆螺母
3282 1
FMMM 3年前
级进模中卸料装置和限位装置如何设计 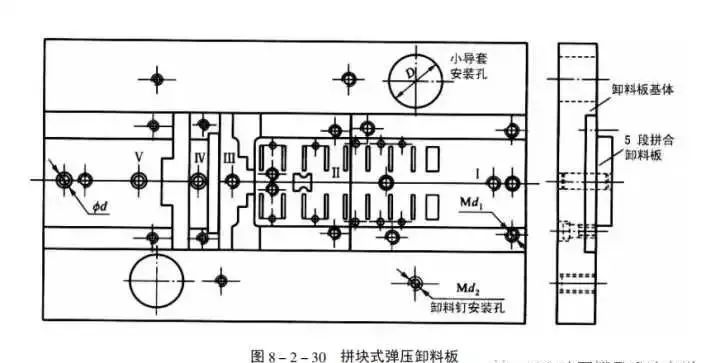
关注冲压帮公众号 1.卸料板的结构 多工位精密级进模的弹压卸料板,由于型孔多、形状复杂,为保证型孔的尺寸精度、位置精度和配合间隙,多采用分段拼装结构固定在一块刚度较大的基体上。图8-2-30是由5个拼块组合而成的卸料板。基体按基孔制配合关系开出通槽,两端的两块按位置精度的要求压入基体通槽后,分别用螺钉、销钉定位固定。中间3个拼块经磨削加工后直接压入通槽内,仅用螺钉与基体连接。
4467
金属加工前沿 2年前
技术研究 | 振动摩擦焊接法制备高滑石粉填充PP的发动机进气歧管 
当压紧参数设定为5MPa时,在合模时,样品出现破坏,只出现极少区域熔融焊接,因而焊接强度很低。图8 (A)单工位焊接示意图;(B)双工位焊接示意图;(C)三工位焊接示意图因而可以考虑增加工位数,即多个样品同时焊接的方式,来平衡单个样品局部压强过高的现象,等同于增加样品焊接区域的面积。如图8所示,分别为单工位焊接,双工位焊接以及三工位焊接示意图。
2288 1
国高材高分子材料产业创新中心 3年前
冲压模具常见问题汇总及解决方案,够一年用的了! 
(5)刃磨时必须加足够的冷却液。(6)磨削时应保证冲头和下模固定平稳,采用专用的工装夹具。(7)模具的刃磨量是一定的,如果达到该数值,冲头就要报废。如果继续使用,容易造成模具和机器的损坏,得不偿失。(8)刃磨完后,边缘部要用油石处理,去掉过分尖锐的棱线。(9)刃磨完后,要清理干净、退磁、上油。注:模具刃磨量的大小主要取决于所冲压的板材的厚度。
2059
UG编程模具设计实战 4年前
冲压模具常见问题汇总及解决方案,够一年用的了! 
(5)刃磨时必须加足够的冷却液。(6)磨削时应保证冲头和下模固定平稳,采用专用的工装夹具。(7)模具的刃磨量是一定的,如果达到该数值,冲头就要报废。如果继续使用,容易造成模具和机器的损坏,得不偿失。(8)刃磨完后,边缘部要用油石处理,去掉过分尖锐的棱线。(9)刃磨完后,要清理干净、退磁、上油。注:模具刃磨量的大小主要取决于所冲压的板材的厚度。
2378
模具设计UG编程教学 4年前
冷冲压知识:冲压模具十八般武艺,活到老,学到老! 
(5)刃磨时必须加足够的冷却液。(6)磨削时应保证冲头和下模固定平稳,采用专用的工装夹具。(7)模具的刃磨量是一定的,如果达到该数值,冲头就要报废。如果继续使用,容易造成模具和机器的损坏,得不偿失。(8)刃磨完后,边缘部要用油石处理,去掉过分尖锐的棱线。(9)刃磨完后,要清理干净、退磁、上油。注:模具刃磨量的大小主要取决于所冲压的板材的厚度。
2178 1
模具设计UG编程教学 3年前
【专业知识】不要小瞧每一颗螺丝钉——螺栓的生产加工全过程工艺讲解 
5、冷锻 冷锻成形通常,螺栓头部的成形采用冷镦塑性加工,同切削加工相比,金属纤维(金属留线)沿产品形状呈连续状,中间无切断,因而提高了产品强度,特别是机械性能优良。冷镦成形工艺包括切料与成形,分单工位单击,双击冷镦和多工位自动冷镦。
2962
机械工程师 4年前
汽车冲压自动化生产线规划及注意事项 
5.对冲压件工艺排布的要求 (1)同一件模具的送料中心与生产线中心对应关系尽量一致; (2)尽量减少制件传输过程中的旋转,尤其高速冲压线及多工位,应避免制件绕Z轴旋转;
5024
金属加工前沿 2年前
基于SimSolid的大型汽车连续冲压模具刚度分析 
本文以某车型前门内板五工位连续模为对象,采用 Altair SimSolid 无网格仿真技术,实现了整模装配体级刚度分析。模具类型:前门内板五工位连续模(总重42吨)尺寸:总长度约5000mm零件数量:总数量800+关键部件:上/下模座、压边圈、凸凹模固定板、斜楔机构 关键分析设置 1.
2817 1 1
王毅 7月前
高速光耦的工作原理以及应用 
发光器件通常为发光二极体,受光器件通常在低阶产品为光二級管/光三級管/光晶閘管,高阶产品为光耦合積體電路。台湾美禄在光耦合器领域颇有建树,技术以及产品方面已经很完善,如果想了解更多光耦合器的技术资料,欢迎致电联系:133 9280 5792(微信同号)
2070
如果我年少有为 3年前
汽车仪表板工艺介绍 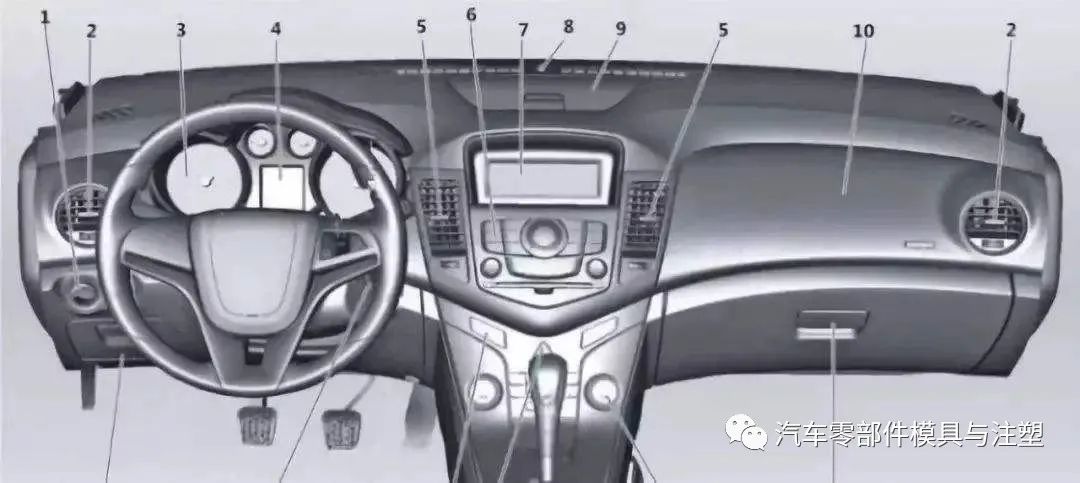
还有欧洲的帕萨特 B6,VOLVO 的 S80, SAAB, 欧宝的 ASTRA, ZAFIRA, 欧版的本田 CIVIC,等等 阴模吸塑表皮已经很接近搪塑了,但阴模的模具寿命是搪塑的 3-6 倍。 搪塑一般有这几道工序:1 加热工位,搪塑模加热。2 上粉工位,粉箱与搪塑模扣合旋转,粉料融化粘贴在模具上。
6936 1
汽车零部件模具与注塑 3年前
紧固件冷镦成型工艺,一文搞懂! 
在六角头螺栓多工位冷镦中,第二工位精镦时,金属向上、下模开口处流动并形成飞边是最小阻力定律起作用的体现。
5621 1
化工设备人 4年前
汽车制造数智化转型升级发展趋势分析及展望 
9.机器人自动化工作站覆盖更多应用场景随着视觉技术、机器人技术和自动化控制技术日趋成熟,产品成本进一步降低,质量一致性要求不断提高,促进了机器人自动化工作站得到更广泛应用。各种应用场景的智能化工作站建设,在焊接、打磨、涂胶、装配、搬运、拧紧及检测等工位用机器人取代人工作业,并能自动获取过程工艺数据(见图4)。特别在商用车生产线也会出现更多的机器人自动化工作站取代原先的人工工位。
4420
EDC电驱未来 3年前
球面销锻造模具设计及冷锻技术应用 
球面销模具设计 预成形及预锻模模具设计 该锻件体积不大,故预成形(图2)和预锻设计(图3)在一个模具中,减少一个模具安装工位,模具设计应注意以下几点:图2 预成形图3 预锻设计(左下模,右上模) (1)体积比:终预锻体积比的大小会影响模具寿命,一般预成形、预锻、终锻的体积比控制在1.2:1.1:1。
3145 2
FMMM 4年前
20条/页 
跳至页

技术邻APP
工程师必备
工程师必备
- 项目客服
- 培训客服
- 平台客服
TOP
