



基于AutoForm的汽车顶盖冲压回弹补偿研究 附AutoForm钣金冲压成形分析从入门到精通下载 
2.2 分析参数 AutoForm R8中的参数设置如表2所示,考虑软件的计算精度、计算效率、零件质量、工艺稳定性及成形收缩系数等要求。拉深筋系数设置如图3所示,尾部流水槽中部拉深筋系数为0.395,两端为0.339,其他三边为2.0。
2971 1
keyong2025 3年前
Autoform在拉延筋快速修磨中的应用 附Autoform+材料库下载 
在成形过程中开裂位置材料流动阻力过大,导致材料塑性变形因超过其延伸率而造成开裂。由于开裂位置成形结构复杂,成形深度较深,该位置压边圈垂直于材料流动方向设置有阻力系数为0.5的均匀拉延筋,拉延筋对材料法向产生流动阻力,该法向阻力是影响材料流动性的重要因素。根据分析,开裂位置所需材料由区域A材料流动补充,由于该区域受到的拉延筋阻力过大,造成材料因流动性差而出现开裂。
2285
陀飞轮啊 4年前
ZEMAX软件技术应用专题:利用Kogelnik方法模擬體積全像光柵的繞射效率 
如果厚度從t到t'發生變化,則可以透過修改K∥計算出新的光柵向量,如方程式(4)。圖 4. 當全像材料收縮時,厚度從t 減少到 t'。我們現在已經介紹了體積全像圖模型的基礎知識。要了解有關如何在 OpticStudio 中應用該理論、如何設置序列和非序列系統以及下載範例系統的更多信息,您可以在此處取得本知識庫文章的全部內容。
2122
w**elab86_Swsp 3年前
汽车消声器连结法兰盘冲压成形工艺参数优化 
遗传算法参数及对应的代码为:maxgen=100;sizepop=8;pcross=[0.3];pmutation=[0.2];如图4所示为100次迭代之后的适应度变化曲线。从图4可知,迭代到80次时,平均适应度和最佳适应度互相吻合,遗传算法呈现的效果,数值为-2.0907,此时MATLAB软件输出最优解,见表2。
4618 6 1
金属加工前沿 2年前
ZEMAX软件技术应用专题:如何在OpticStudio中設計DOE透鏡或超穎透鏡 
在這裡,我們從束腰尺寸為2.6 mm的高斯光束開始並將光束聚焦下降到束腰約0.4毫米的斑點。此範例說明只能使用POP模擬這種類型的結構。Figure 4 菲涅耳波帶片在成像平面上的 POP結果。請注意,POP基於標量繞射理論,因此不適用於特徵尺寸通常為次波長的超穎透鏡。有興趣嘗試在OpticStudio中設計DOE或超穎透鏡嗎?
2188
w**elab86_Swsp 3年前
热冲压成形模具设计要点 
图4所示为马氏体相变开始温度(MS)与应力的对应关系。当应力从100MPa达到400MPa时,马氏体转变开始温度从380℃提高到560℃。同时,热冲压成形过程中不同温度下钢板的成形极限、流动应力本构模型、钢板与模具间摩擦系数差别很大。因此,热冲压成形后性能、尺寸除与热成形钢板有关外,还与热冲压生产线、模具、热冲压工艺等因素相关。
3442 1
金属加工前沿 3年前
汽车B柱内板热冲压成形工艺优化的模拟分析 
表3 正交实验结果统计表4 各评价目标的极差分析统计3.4 最优工艺参数的仿真分析将上述多目标优化后的最优工艺参数导入Dynaform软件进行热冲压成形仿真和回弹分析,获得零件的成形极限见图3,厚度分布见图4,回弹分布见图5。
4932 3
汽车-小江 2年前
典型阀门阀体多向模锻成形工艺及应用 
阀门是各行业及生产生活中常见的一种基础性零件,目前在电力、石油化工、核电、航空、国防等领域有广泛应用,随着技术的发展这些领域对阀门阀体的制造工艺及质量等级提出了更高的要求,因此多向模锻成形工艺作为锻造阀体的最佳工艺方法,越来越受到阀体制造加工企业的重视。三通阀体、带主法兰阀体、带侧法兰阀体是最常见的三种阀体结构形式,本文对其成形工艺过程及应用进行了分析和阐述。
2840
FMMM 3年前
ZEMAX软件技术应用专题:在 OpticStudio 中模擬高階雷射光束 
該模型的輸入是階數 p 和度數 m、束腰 (w0)、光束的半焦距 (f0) 和光束極性(0 = 偶數;1 = 奇數);最後一個輸入決定了光束是由偶數還是奇數 Ince 多項式描述的。 Bandres 和 Gutiérrez-Vega 的論文中提供了上述每個輸入的完整描述。 2 列出了一些未使用的輸入,以便該模型的輸入表結構與 OpticStudio 中內置的高斯腰模型的結構相匹配。
2057
w**elab86_Swsp 3年前
铝合金薄壁壳体低压铸造工艺方案设计 
图10 铸件数值模拟缺陷最严重处金相图5 结论(1)通过优化浇注系统,铸件缺陷从3.84 cm3减少到0.34 cm3,大幅度提高了铸件的成形质量。(2)铸件与模具之间的换热系数会显著影响铸件成形质量,对于本文研究对象来说,合理降低下模与铸件的传热系数有助于改善铸件的成形质量。(3)综合利用保温和冷却措施改善了铸件结构复杂、难以顺序凝固处的成形质量。
3273
铸造工程师 3年前
某曲轴多楔轮旋压成形工艺研究 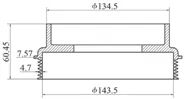
具体参数为:芯模转速200r/min,旋轮进给速度2mm/s,摩擦系数0.05。最优方案模拟验证经过上述对正交试验结果的分析,确定了曲轴多楔轮第2 道次的最优工艺参数,之后继续完成多楔轮齿形部分的成形来验证最优参数设计的合理性。图5为第4 道次终旋齿的等效应力分布图,成形后的齿形充填完整,其模拟结果与实际生产结果相一致。
2261 5 3
仿真客 3年前
关于纵梁翘曲问题的研究 
制件翘曲回弹得到解决,侧壁翘曲量由1.5mm减小到0.2mm。图8 零件实物结束语经过模具回厂前与回厂后对纵梁翘曲问题跟踪确认,模具前期分析结果存在失效,需要从前期分析、问题横展、造型设计等方面提升。
2373 1 1
FMMM 4年前
二次拉延消除发盖外板滑移线缺陷 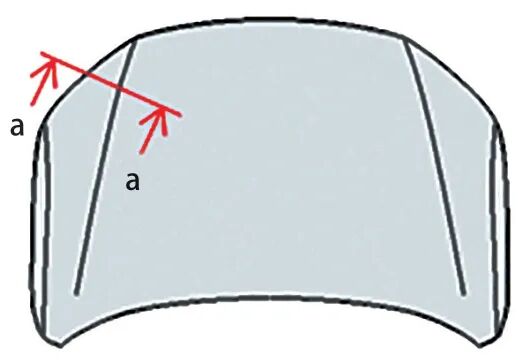
然后,二次拉延把棱线R 角处拉延到产品状态,这样二次拉延时棱线R 角的成形量是很少的,而且两边的材料流动是均匀的,不会存在往一侧滑动的现象。图6 主棱线断面图通过AutoForm 分析验证,一次拉延后棱线处没有滑移,最大接触应力为10.41MPa(图7);二次拉延后滑移距离为3mm,没有超出R 角范围,最大接触应力为25.17MPa(图8)。
2853 1 2
金属加工前沿 3年前
激光焊接在热成形门环中的应用
研究表明,焊点周边的塑性环是应力集中区域,是点焊结构强度和疲劳强度的破坏区,也是点焊结构疲劳寿命的起裂点[3-4]。图6(a)是热成形钢点焊金相图,中间区域是焊点内核,白色边界外偏黑的区域是塑性环。
4841 3
金属加工前沿 3年前
基于ADAMS的盘形轧制零件结构优化与故障诊断方法 
当网络模型的训练精确到了一定的程度时,把目前收集到的指标信息输入该网络模型中,从而实现对盘形结构零件衰退趋势的实时预测。2 结构优化分析及早期故障诊断方法检验为了实现对盘形轧制结构的优化,研究首先对其影响因素进行了验证分析。
4335 4
摆渡人张 2年前
航空发动机宽弦空心风扇叶片制造研究综述 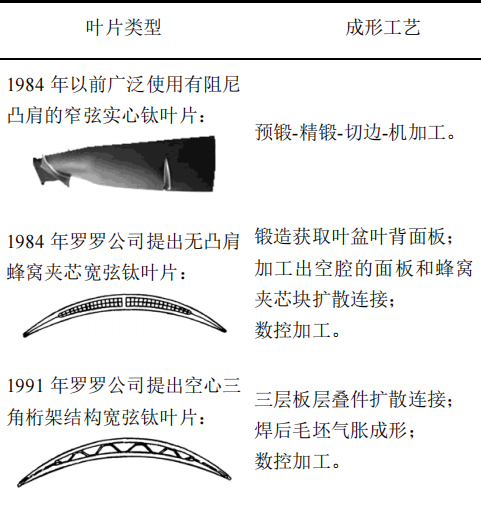
吴心晨等结合有限元模拟与试验研究了两层结构空心风扇叶片的热扭转工艺,得出单轴扭转相比于双轴扭转更易将毛坯预成形至理想的过渡外形,采用了扭转温度 750 ℃ ,叶尖夹头扭角 20.4°,扭转速度 0.68(°)/min的工艺参数。
5459 5
aero-engine 2年前
LS-DYNA学习笔记-基于LS-PrePost的冲压成形分析 
<p>LS-DYNA学习笔记-基于LS-PrePost的冲压成形分析</p><p> <em> 金属板材冲压仿真分析领域,在AutoForm一家独大的情况下,留给其他软件的生存空间已经不大了,ESI的PAM-STAMP基本退出中国市场,基于LS-Dyna平台的JSTAMP/DYNAFORM/ANSYS Forming等分析工具还在努力挣扎
3338 4 2
王毅 9月前
大直径薄壁钢管缩径成形工艺研究 
挤压过程中工件和模具之间的摩擦系数μ 为0.1,挤压前需要在轴管变形段涂刷石墨乳。按钢管中间未变形段能承受挤压支撑力计算,可知该钢管中间能承受的最大挤压力:F=σsA=σsπ(D2-d2)/4代入数据:外径D=150mm,内径d=143mm,得F=560kN。
3255 1
FMMM 4年前
F55 双相不锈钢阀盖制造工艺及产品质量验证 
试样尺寸分别为49.94mm×24.92mm×4.90mm和49.92mm×24.91mm×4.93mm,试样表面积为3.3×103mm2,选用浓度6%的FeCl3 对试样进行测试,测试温度为50℃,测试时间48 小时,通过对试样进行称重,最终测得的点蚀试验数据如表4 所示,质量损失率分别为0.84g/m2 和0.74g/m2,满足客户要求,同时在图6 点蚀金相图中未发现明显的点蚀痕迹,说明F55
5011 3 2
FMMM 2年前
叉车用转向节生产工艺分析 
由于预锻型腔需要靠压力压入才能充满,因此预锻设计时杆部高度要小于终锻高度,一般按高度设计尺寸系数0.8 ~0.9的终锻高度取值,杆部顶部宽度预锻与终锻要相等。同时预锻模具的型腔斜度需要增大,使预锻毛坯到终锻时与模壁有一定的间隙,从而减小模壁对金属流动的阻力。由于预锻斜度增大,使金属不容易充满,因此必须加大预锻的R 角,但需要确保产品能充满的同时在终锻不会产生折叠。
2273 1
FMMM 4年前
20条/页 
 51
51 跳至页

技术邻APP
工程师必备
工程师必备
- 项目客服
- 培训客服
- 平台客服
TOP
